Содержание
Ремонт ГБЦ в автосервисе Правый Поворот
Головка блока цилиндров(ГБЦ) – основной и самый технический сложный элемент в двигателе. Все её детали имеют очень точную подгонку друг к другу, и малейшее изменение зазоров между ними приведет к поломке силового агрегата. Провести ремонт ГБЦ… Читать
Цена: от 12 800 Р*
*Может зависеть от модели авто и сложности замены/ремонта
Адреса сервисов где выполняется Ремонт ГБЦ
Ремонт ГБЦ
Головка блока цилиндров(ГБЦ) – основной и самый технический сложный элемент в двигателе. Все её детали имеют очень точную подгонку друг к другу, и малейшее изменение зазоров между ними приведет к поломке силового агрегата. Провести ремонт ГБЦ самостоятельно практически нереально, это требует помимо большого опыта ремонта авто, наличия качественного инструмента и оборудования.
Другие услуги из категории
Замер компрессии двигателяот 960 Р
Чистка дроссельного узлаот 1 800 Р
Замена опоры ДВСот 600 Р
Замена прокладки ГБЦот 12 800 Р
Ремонт ГБЦот 12 800 Р
Замена прокладки клапанной крышкиот 1 800 Р
Замена колпачков маслосъемныхот 16 000 Р
Замена масляного насосаот 3 600 Р
Замена катушек зажиганияот 600 Р
Замена ремня генератораот 960 Р
Замена головки блока цилиндровот 16 000 Р
Компьютерная диагностика двигателяот 1 200 Р
Замена сальника коленвалаот 1 800 Р
Осмотр внутренних частей двигателя эндоскопомот 1 200 Р
Замена сальников распредвалаот 4 680 Р
Капитальный ремонт двигателяот 72 000 Р
Ремонт электрики двигателяот 1 200 Р
Замена гидрокомпенсаторовот 9 600 Р
Регулировка клапановот 3 000 Р
Замена двигателяот 56 000 Р
Диагностика турбиныот 1 200 Р
Ремонт турбиныот 12 000 Р
Замена турбиныот 4 200 Р
Замена кислородного датчикаот 720 Р
Замена масляного фильтраот 240 Р
Замена воздушного фильтраот 240 Р
Доработка головки блока цилиндров (ГБЦ)
Автолюбители, независимо от стажа владения машиной, постоянно ищут способы повышения мощности двигателя. Есть несколько вариантов усовершенствования вашего автомобиля, одним из которых является доработка головки блока цилиндров (ГБЦ).
Есть несколько вариантов усовершенствования вашего автомобиля, одним из которых является доработка головки блока цилиндров (ГБЦ).
Мы знаем, что крутящий момент, а соответственно и мощность, находятся в прямой зависимости от такого показателя, как коэффициент наполнения цилиндров рабочей смесью. Чем больше наполнение, тем больше мощность двигателя, которая растёт при смещении максимального значения крутящего момента на более высокие обороты. Для этого устанавливают распредвалы с расширенными фазами впуска/выпуска и увеличенными подъёмами клапанов, но на практике этого оказывается недостаточно. Если критически подойти к рассмотрению головки блока цилиндров, то мы увидим множество недочётов — казалось бы мелких, но именно они не дают реализовать полный потенциал мотора. Это обусловлено технологией изготовления при массовом производстве ГБЦ, и поэтому всё придётся исправлять самостоятельно или в тюнинг-ателье. Как именно? Об этом и поговорим.
Стыковка каналов ГБЦ и коллекторов
Наиболее заметным «ляпом» наших производителей можно назвать неточную стыковку отверстий каналов ГБЦ и коллекторов. Ещё с уроков физики мы помним, что любой бугорок на пути воздушного потока вызывает возникновение завихрений, а, следовательно, снижение его скорости. Здесь же у нас целые «ступеньки», от которых необходимо обязательно избавиться. Одновременно необходимо проверить прокладки под коллекторы, чтобы они также не создавали препятствий.
Ещё с уроков физики мы помним, что любой бугорок на пути воздушного потока вызывает возникновение завихрений, а, следовательно, снижение его скорости. Здесь же у нас целые «ступеньки», от которых необходимо обязательно избавиться. Одновременно необходимо проверить прокладки под коллекторы, чтобы они также не создавали препятствий.
Желательно перед началом работ посадить коллекторы на штифты. Это необходимо по той причине, что крепёж коллекторов на автомобилях ВАЗ допускает небольшое смещение плоскостей ГБЦ и коллекторов относительно друг друга, что может привести всю работу к нулевому результату. Находим места на ГБЦ и коллекторах (2 штифта на каждый по краям) для удобного засверливания. В ГБЦ металлические штифты сажаем плотно, коллекторы же должны на них надеваться легко, но без люфтов. Проделайте необходимые отверстия в прокладке. Теперь точное позиционирование коллекторов и ГБЦ обеспечено.
Следует учесть то, что если диаметр канала ГБЦ немного больше (1-1,5 мм) диаметра канала впускного коллектора, но их соосность совпадает, то этим можно пренебречь, так как сколько-нибудь значимого сопротивления это не создаст. На выпуске создаётся аналогичная ситуация, только канал ГБЦ теперь может быть немного меньше канала выпускного коллектора.
На выпуске создаётся аналогичная ситуация, только канал ГБЦ теперь может быть немного меньше канала выпускного коллектора.
Впускные/выпускные каналы ГБЦ
Если внимательно осмотреть впускные/выпускные каналы заводской головки блока цилиндров, то сразу бросаются в глаза приливы литья в районе направляющих втулок клапанов, выступающие в канал втулки и местами ломаная форма узких каналов. Используя шаровые фрезы разных форм и размеров необходимо добиться увеличения проходного сечения каналов, удалить все неровности и выступающие части. Форму канала надо изменить таким образом, чтобы его изгиб был наиболее плавным, но сохранил определенные радиусы кривизны. Внутренняя поверхность впускных каналов оставляется немного шероховатой для лучшей испаряемости бензина с их стенок. Выпускные каналы можно полировать, хотя заметного эффекта это не даст.
Поперечное сечение канала не должно быть правильной окружности.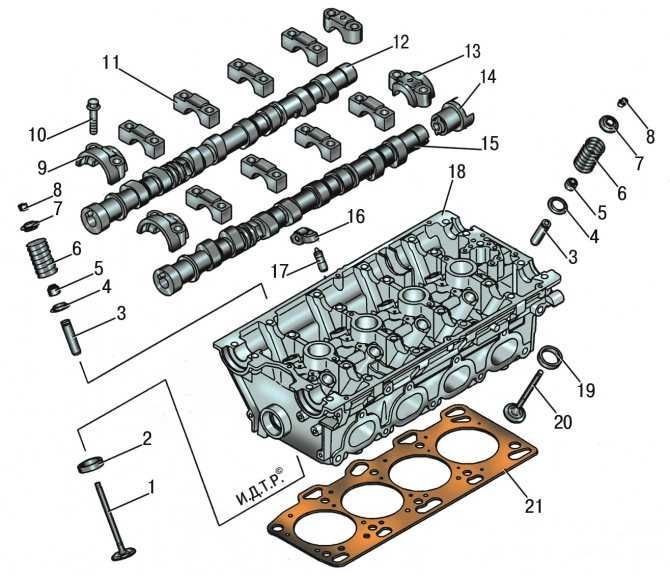 Впускной канал имеет форму эллипса с небольшим бочкообразным расширением перед седлом клапана. Остальная часть канала ГБЦ и впускного коллектора плавно сужается по направлению потока.
Впускной канал имеет форму эллипса с небольшим бочкообразным расширением перед седлом клапана. Остальная часть канала ГБЦ и впускного коллектора плавно сужается по направлению потока.
Проводя увеличение диаметра каналов надо учитывать близлежащие внутренние коммуникации. При неаккуратной работе можно повредить маслоканал или канал рубашки охлаждения. При работе с ГБЦ восьмиклапанных двигателей, которые применяются на переднеприводных ВАЗах, надо быть предельно осторожным. Хотя это не убережет вас при расточке одного впускного канала, в котором маслоканал проходит настолько близко, что его вскрытие неизбежно. К сожалению, даже если канал останется невскрытым, он может быть просто прикрыт тонким слоем алюминия и позже прорвётся под давлением масла работающего двигателя.
Перед началом расточки желательно в маслоканал вогнать стальную втулку, но, к сожалению, это не самый удобный вариант. Лучше устанавливать стальные или алюминиевые втулки после вскрытия канала, либо заваривать канал аргоном.
Вначале определитесь: с коллектора или ГБЦ начинать расточку. Если планируется значительное увеличение диаметра каналов, то лучше начать доработку с той детали, каналы которой имеют более тонкие стенки, а по их форме и положению затем растачиваются каналы сопрягаемой детали. В классических двигателях ВАЗ принято начинать расточку с коллектора, потому что каналы ГБЦ имеют достаточный запас толщины для последующего совмещения.
Обратите внимание на части направляющих втулок клапанов, которые выступают в каналы. Они создают заметные помехи потоку, поэтому их стараются укоротить или заострить. Иногда втулки стачивают заподлицо со стенкой канала и, хотя это в лучшей степени оптимизирует его пропускную способность, но такая доработка снижает ресурс направляющих, у которых он и так невелик на форсированных двигателях.
Клапаны
Здесь доработки направлены на увеличение пропускной способности и уменьшение веса клапанов. Увеличить пропускную способность можно изменив профиль тарелки, а также рабочие и дополнительные фаски клапана.
Увеличить пропускную способность можно изменив профиль тарелки, а также рабочие и дополнительные фаски клапана.
При переточке клапанов снимается лишний металл с обеих сторон тарелки клапана. На лицевой стороне делается небольшая выемка, а на тыльной уменьшается радиус перехода стержня в тарелку. Так же утоньшается тарелка и стержень клапана. Если вы не планируете менять втулки, то снимите лишний металл с ножки клапана от тарелки до направляющей втулки.
Уменьшение диаметра всей ножки потребует замены направляющих втулок с меньшим диаметром отверстия. На 8-клапанных моторах ВАЗ при уменьшении диаметра ножки клапана с 8 до 7 мм можно добиться снижения веса стержня на 23,5%. У 16-клапанных двигателей диаметр стержня изначально составляет 7 мм.
Можно поставить титано-алюминиевые клапаны, которые на 40% легче стальных, но они очень хрупкие и дорого стоят. Сёдла при этом приходится менять на бронзовые, которые более мягкие по сравнению с чугунными, что приводит к уменьшению отскока клапана при закрытии и дополнительно гасит ударные нагрузки.
На 8-клапанных двигателях ВАЗ рабочие фаски делают уже, угол выпускных меняют на 45º, а угол впускных — на 30º. В местах перехода тарелки клапана в рабочую фаску нарезают дополнительные фаски, что даёт прирост около 5-6%.
Дальнейшая доработка предусматривает замену клапанов на увеличенные модели. Иногда их можно устанавливать без замены сёдел, так как штатные позволяют несколько увеличить свой внутренний диаметр и диаметр рабочей фаски. Это практикуется на 16-клапанных ГБЦ 2112, на которые устанавливаются увеличенные клапаны 32/27 мм.
Также возможна установка увеличенных клапанов, предусматривающая замену сёдел. При этом вырезаются родные сёдла и устанавливаются чугунные, бронзовые или металлокерамические большего размера. В них нарезаются необходимые фаски и устанавливаются клапаны ещё большего диаметра, чем рассмотренные ранее. Этот способ дороже первого, но наиболее эффективен, а для 8-клапанных ГБЦ автомобилей ВАЗ является единственным решением. Прибавка мощности с такой доработкой достигает 8-10%. В этом случае можно установить облегчённые увеличенные клапаны 39/34 мм.
Прибавка мощности с такой доработкой достигает 8-10%. В этом случае можно установить облегчённые увеличенные клапаны 39/34 мм.
Чтобы вы могли лучше ориентироваться, мы приведем данные по клапанам, которые можно устанавливать на двигатели ВАЗ:
- — ВАЗ 2101, 21011, 2103, 2106, 21213, 21214, 2123 – клапаны от 39/34 до 42/35;
- — ВАЗ 21083, 2111, 21114, 21116, 11183, 11186 – клапаны от 39/34 до 40/34;
- — ВАЗ 2112, 21124, 21126, 21127, 21128, 21129 – клапаны от 31/27 до 33/29,
где в числителе указан диаметр тарелок впускных клапанов, а в знаменателе — диаметр выпускных.
Конечно, это не единственное решение, и вы можете подбирать размеры тарелок клапанов самостоятельно, но при этом необходимо учитывать, что для атмосферных двигателей оптимальным соотношением площади выпускного клапана по отношению к впускному — ¾ или примерно 75%. Это наглядно видно из следующих данных:
31/27 — 75.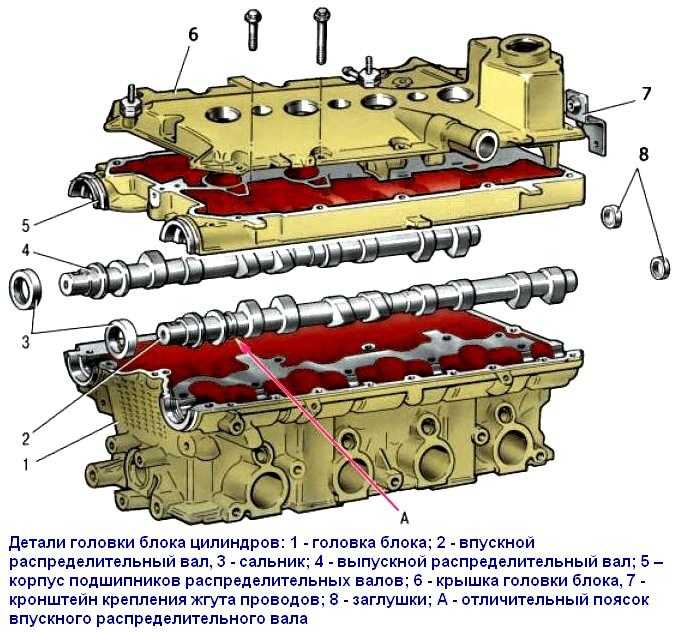 9%
9%
33/29 — 77.2%
39/34 — 76,0%
40/34 — 72.3%
41/35 — 72.9%
Если ваш автомобиль оснащён наддувом или впрыском закиси азота, ему необходимо увеличение выпускных клапанов, так как двигатель производит больше отработанных газов. Под такие моторы соотношение клапанов может быть 90% и более.
Пружины клапанов
Штатные пружины рассчитываются под конкретный двигатель с применением серийного распредвала. Учитывается достаточный запас прочности, рассчитанный на относительно невысокие обороты. В классических двигателях клапаны зависают на оборотах более 7000, на ВАЗ 21083 допускаются большие обороты, а на ВАЗ 2112 неадекватная работа клапанов вероятна на оборотах 7500-8000 об/мин.
Замена распредвала на более верховой может привести к зависанию клапанов. Наиболее простым способом является увеличение преднатяга штатной пружины, что выполняется подкладыванием под нее шайбы. Усилие на пружине увеличивается, но заметно уменьшается свободный ход.
Наиболее простым способом является увеличение преднатяга штатной пружины, что выполняется подкладыванием под нее шайбы. Усилие на пружине увеличивается, но заметно уменьшается свободный ход.
При установке спортивных распредвалов предъявляются более жёсткие требования к усилиям на пружинах. В этом случае требуется большой подъём кулачка и соответствующий ход пружины, поэтому их меняют на более жёсткие, которые имеют больший ход сжатия.
Более жёсткие пружины заметно увеличивают нагрузки на клапаны, распредвал и тарелки, поэтому такую доработку желательно проводить последней из всех способов повышения порога зависания клапанов.
Ещё одним способом является облегчение тарелок клапанных пружин. Их меньшая масса снижает нагрузки на распредвал и детали ГРМ, что особенно важно на повышенных оборотах. Можно перетачивать штатные тарелки, но лучше поставить новые из титано-алюминиевого сплава. Алюминиевые (Д16Т) тарелки дешевле, но подвержены деформациям в критических режимах работы. Более прочными являются титановые изделия, хотя некоторых автолюбителей сдерживает их цена. Хорошо себя зарекомендовали тарелки из сплава Al-Ti от производителя PRO.CAR.
Более прочными являются титановые изделия, хотя некоторых автолюбителей сдерживает их цена. Хорошо себя зарекомендовали тарелки из сплава Al-Ti от производителя PRO.CAR.
Толкатели клапанов
В двигателях ВАЗ 21083 и ВАЗ 2112 кинетическая связь клапанов ГБЦ с распредвалом осуществляется при помощи толкателей. На ГБЦ 21083 они механические с регулировочными шайбами, а на ГБЦ 2112 — гидрокомпенсаторы. Штатные толкатели имеют некоторые ограничения, поэтому неприемлемы при работе со спортивными распредвалами. В этом случае применяются цельные механические толкатели, имеющие увеличенный диаметр и не требующие регулировочных шайб. Для их установки необходима расточка колодцев до нужного размера.
Клапаны регулируются подбором подпятников нужного размера (или «колбасок» — нарезанные ножки клапана разной длины), что довольно трудоёмко. Работа мастера по регулировке клапанов с установленными «цельниками» обойдётся не дёшево!
Рычаги привода клапанов
На двигателях ВАЗ классического типа приводом клапанов от распредвала являются рычаги (так называемые рокеры). Они удобны и просты в регулировке тепловых зазоров клапанов, но имеют излишнюю массивность и допускают некоторое отклонение кинематики движения клапана. Также в ГБЦ «классики» рокер может слететь с посадочного места при сверхвысоких оборотах. В качестве борьбы с этими недостатками рычаги облегчаются, устанавливаются легкосплавные модели и используются более жёсткие пружины клапанов.
Направляющие втулки клапанов
В зависимости от типа двигателя и предполагаемых режимов работы подбирается конструкция и материал направляющих втулок клапанов. Причины, которые могут потребовать доработки или замены штатных втулок:
- — При использовании клапанов с меньшим диаметром стержня;
- — При сильно выступающей части направляющей втулки в канал ГБЦ;
- — Если форма или размер противоположной части направляющей не удовлетворяют требованиям;
- — При недостаточной теплопроводности направляющей втулки (возможна замена на бронзовые).

Бронза является хорошим теплопроводником, хорошо отводит тепло от клапана и эффективно его рассеивает в ГБЦ, поэтому на высокофорсированных двигателях применение бронзовых направляющих втулок крайне необходимо.
Хорошим примером подобных изделий являются бронзовые втулки производства компании PRO.CAR. Они имеют немного меньший ресурс по сравнению с металлокерамическими изделиями, но все зависит от режимов работы двигателя и качества самих втулок.
Форма камеры сгорания
При помощи этой доработки можно значительно снизить риск возникновения детонации, улучшить наполнение цилиндра и создать условия, при которых топливная смесь будет лучше распределяться, перемешиваться и возгораться.
Детонация возникает в местах, наиболее удалённых от свечи зажигания. Это объясняется тем, что при возгорании смеси давление в камере сгорания (КС) резко возрастает и приводит к чрезвычайной компрессии ещё не воспламенившейся смеси. Это провоцирует её самовоспламенение, которое носит взрывной характер и приводит к резкому повышению температуры и давления в цилиндре. Возникает детонация, характеризующаяся металлическими звуками и распространяющаяся по двигателю серией ударных волн детонационных взрывов. Частые возникновения детонации приводят к разрушительным последствиям, поэтому обязательно надо принимать меры к их устранению. Для этого максимально сглаживают острые кромки и углы камер сгорания, удаляют погрешности литья и полируют поверхность камер сгорания, что дополнительно прибавляет 5% мощности за счёт снижения тепловых потерь.
Для улучшения наполнения цилиндра и создания оптимальных условий для топливной смеси необходимо, прежде всего, обратить внимание на форму КС вокруг клапанов. На ВАЗовских 8-клапанных ГБЦ камера сгорания имеет клиновидную форму и клапанная щель «экранирована» её отвесными стенками. Это приводит к тому, что поток рабочей смеси вынужден преодолевать дополнительные препятствия, что хорошо заметно при установке увеличенных клапанов. Поэтому объём КС должен быть расширен вокруг клапана. Также необходимо доработать сегмент клапанной щели возле свечи зажигания и сделать сопряжение дна и вертикальных стенок КС более плавным. Вокруг сёдел клапанов не должно быть каких-либо ступенек или колодцев, а конусное углубление седла клапана должно быть не более 30º относительно дна КС.
ГБЦ ВАЗ 2112 изначально имеет полусферическую КС, что минимизирует все необходимые доработки и заключается в ликвидации огрехов серийного производства.
Степень сжатия
Степенью сжатия (СЖ) является отношение полного объёма цилиндра ко всему объёму КС. Чем больше сжата топливная смесь перед воспламенением, тем большую работу она совершит впоследствии. Повышая СЖ, мы увеличиваем мощность двигателя, но есть и ограничивающие факторы, такие как рост нагрузки на поршневую и риск возникновения детонации. Стандартные литые поршни двигателей ВАЗ допускают СЖ до значения 11:1.
Наиболее заметен положительный эффект от роста СЖ в двигателях с широкими фазами открытия клапанов. Это происходит от того, что коэффициент наполнения атмосферных двигателей ВАЗ не превышает 100%, то есть динамическая СЖ не превышает статическую СЖ. Динамическая СЖ — объём топливно-воздушной смеси, попавшей в цилиндр, относительно объёма камеры сгорания. При использовании широкофазных распредвалов на низких и средних оборотах динамическая СЖ ниже статической. Повышение СЖ приводит к пропорциональному росту динамической, что положительно влияет на мощность и экономические показатели двигателя. При этом необходимо исключить предпосылки возникновения детонации при максимальном коэффициенте наполнения цилиндра, что достигается повышением октанового числа топлива и изменением состава топливно-воздушной смеси.
С ростом оборотов двигателя длительность цикла сгорания уменьшается, что может привести к неполному сгоранию топлива, а, следовательно, потере мощности. Поэтому, повышая СЖ, мы ускоряем процесс сгорания, что позволяет получить максимальную мощность от двигателя. Вследствие этого большинство высокооборотистых форсированных бензиновых двигателей требуют повышения СЖ.
После проведения доработок ГБЦ, которые мы рассмотрели в данной статье, вы сможете полностью раскрыть потенциал двигателя вашего автомобиля!
Что такое портирование головки цилиндров и как это увеличивает мощность?
Это работа только для самых опытных механиков, но перенос головки может привести к впечатляющему приросту мощности при правильном выполнении
Напомнить позже
Существует бесчисленное множество способов модифицировать автомобиль для увеличения мощности, но все они сводятся к одним и тем же общим факторам: подача большего количества воздуха и топлива в цилиндры, их эффективное сгорание и максимально быстрый и плавный выпуск. И хотя многие автовладельцы одержимы принудительной индукцией, портирование головки блока цилиндров является гораздо менее радикальной, но полезной модификацией, которая может принести в конюшню еще несколько лошадей.
Головки цилиндров изготавливаются методом литья, при этом чугун или алюминиевый сплав заливают в шаблон для затвердевания. Во время этого процесса может возникать заусенец отливки, который является дефектом, вызванным утечкой металла из соединений в отливке и контактом между основанием формы и материалом в расплавленном состоянии. После того, как основной материал головки изготовлен, обработка с ЧПУ используется для фрезерования седел клапанов и любых других небольших фасок и надрезов, необходимых для завершения конструкции головки цилиндров.
Анатомия головки блока цилиндров с соответствующим клапанным механизмом выше
Все это приводит к довольно шероховатой головке блока цилиндров, влияющей на поток жидкости, когда она проходит через боковую часть головки блока цилиндров и поступает в цилиндры через горловину клапана. Для наиболее эффективного потока жидкости и максимальной производительности головка цилиндра может быть обработана, чтобы уменьшить количество небольших ограничений и шероховатостей, которые могут препятствовать потоку в каждый соответствующий цилиндр. Уменьшение турбулентности потока жидкости приведет к более плавному впуску и выпуску системы, что приведет к увеличению мощности.
Базовое портирование головки может быть выполнено с помощью небольшой ручной дрели с коническими шлифовальными сверлами, которые, по сути, действуют как моторизованная наждачная бумага. Для более тяжелых работ, таких как подгонка портов, вам понадобится шлифовальная машина и твердосплавные борфрезы, чтобы аккуратно прорезать материал головки блока цилиндров. Более сложную геометрию можно перенести с помощью станка с ЧПУ, используя лазерное наведение, чтобы идеально придать форму и обрезать головку блока цилиндров в соответствии с заданными пользователем спецификациями.
Перенос головы — долгий, сложный и запутанный процесс, но прирост мощности в конце может стоить того
Чтобы должным образом проанализировать и подтвердить работу, головку следует сначала протестировать на стенде для измерения расхода воздуха, который измеряет объемный расход (сколько воздуха входит и выходит из головки). Это даст базовую цифру для сравнения после того, как головка была полностью портирована и отполирована, что непосредственно ведет к увеличению мощности.
Установка головки блока цилиндров для испытания на стенде с потоком воздуха
В головке блока цилиндров есть много областей, которые можно обследовать:
• Выпускные отверстия – материал можно срезать, особенно в верхней части каждого выпускного отверстия, где из цилиндра выходит воздух с наибольшей скоростью. Также можно выполнить согласование портов с выпускным коллектором, убедившись, что нет изменения диаметра между любыми компонентами, которое в противном случае могло бы вызвать ограничение.
• Впускные отверстия – материал может быть срезан, чтобы избавить отверстие от колеи и нежелательного металла от литья, но с сохранением определенной шероховатости поверхности, чтобы способствовать испарению топлива, осевшего на боковых сторонах левого борта. Изменение всей ориентации впускного канала также может быть экстремальной, но эффективной формой портирования головки, например, изменением угла порта по отношению к рабочему колесу от впускного коллектора, чтобы свести к минимуму возмущение потока жидкости. Соответствие портов также применяется к впускному коллектору, чтобы обеспечить его точную посадку
• Карман горловины клапана — возможно, наиболее важная область, которую необходимо сгладить и расширить, что способствует эффективному движению потока через горловину за счет сглаживания любых кромок и фасок, оставшихся после заводской обработки
• Седло клапана — особенно сложная работа, которую следует почти наверняка может быть предпринят только кем-то, у кого есть доступ к оборудованию с ЧПУ, эта модификация гарантирует, что клапаны создают точное уплотнение с седлом клапана при закрытии, тем самым улучшая объемный КПД двигателя
• Камера сгорания – полировка верхней части камеры сгорания (где находится свеча зажигания) способствует эффективному выпуску воздуха из цилиндра, а полировка обеспечивает плавный переход сгоревшей топливно-воздушной смеси наружу. цилиндра и в выпускной коллектор
Соответствие портов может включать стружку из выпускного и впускного коллекторов вместо ГБЦ
После того, как увеличение мощности от других методов будет достигнуто до определенного предела, портирование головки может стать отличным следующим шагом к еще одному увеличению мощности. Не ожидайте огромных скачков в лошадиных силах; результаты, очевидно, зависят от исходного состояния головки блока цилиндров и качества изготовления. Если верить болтовне на онлайн-форумах, головки блока цилиндров LS1 могут дать от 10 до 50 л.с. дополнительно после портирования и полировки, так что это ни в коем случае не линейный процесс.
Небольшое расширение впускных и выпускных отверстий немного изменит способ выработки мощности двигателем; крутящий момент будет снижен в диапазоне оборотов из-за уменьшения скорости жидкости из-за нового расширения порта, но прирост мощности будет высоким в диапазоне оборотов, поскольку больший объемный расход воздуха и топлива может пробиваться. в цилиндры. Соедините портирование головки с высокопроизводительным распределительным валом с хорошим высоким подъемом клапана, и может появиться серьезный потенциал для более высокой выходной мощности в верхнем диапазоне оборотов.
Двигатель LS1 имеет широкие возможности для работы с головкой блока цилиндров.
Тем не менее, предостережение перед тем, как вы начнете разбивать головку блока цилиндров с помощью дрели. Этот вид модификации должен выполняться только тем, кто имеет опыт в этом деле, или руками. голову в профессиональный магазин для механической обработки. Чрезмерное портирование головы не оставляет пути назад; это приведет к головке блока цилиндров в мусорном ведре и дорогостоящей замене.
Так что не полагайтесь на учебные пособия на YouTube или подобные статьи, чтобы узнать, как портировать и полировать головку блока цилиндров. Тем не менее, с опытным прикосновением и некоторой умелой шлифовкой вы можете получить несколько когда-либо необходимых дополнительных лошадей обратно под капот, благодаря тому, что, по сути, является просто очисткой!
Американская головка цилиндра Часто задаваемые вопросы о головке цилиндра
Что такое восстановленная головка цилиндра?
Восстановленная головка блока цилиндров — это головка блока цилиндров, которая была восстановлена с использованием деталей, которые все еще пригодны к эксплуатации. Некоторые головки были сварены или отремонтированы. Наши головки цилиндров обслуживаются в соответствии со стандартами оригинальных деталей или превосходят их.
Все головки проходят испытания под давлением, чтобы обеспечить отливку без утечек. При необходимости устанавливались новые седла клапанов, а также заменялись клапаны и пружины. Головки цилиндров окрашены, обработаны заново и собраны.
ВСЕ АМЕРИКАНСКИЕ ГОЛОВКИ ЦИЛИНДРОВ соответствуют или превосходят заводские спецификации. Вы можете быть уверены, что когда вы заказываете головку цилиндра American, вы получаете восстановленную головку цилиндра самого высокого качества, доступную на рынке.
Каковы преимущества покупки восстановленной головки блока цилиндров по сравнению с новой головкой блока цилиндров? — Наверх
Большинство головок цилиндров подлежат восстановлению и относительно недороги в ремонте. Восстановленная головка блока цилиндров часто стоит менее половины цены новой.
Принятые способы оплаты — Наверх
Через нашу безопасную систему онлайн-кассы мы принимаем карты Visa и Mastercard.
Возврат — Наверх
Все продажи считаются окончательными; любые возвраты подлежат 20% заряду пополнения запасов.
Поиск литейных номеров — вверх
Литейные номера необходимы для идентификации и заказа правильного номера детали.
Ford:
Литейные номера поздних моделей начинаются с RF и проштампованы на стороне выпуска.
Кастинговый номер будет состоять из комбинации букв и цифр. Некоторые номера кастинга
расположены возле свечей зажигания.
ГМ
Имеет от 6 до 9 цифр. Большинство номеров литья грузовиков расположены на рессоре.
стороны головки цилиндров. На автомобилях номер отливки расположен со стороны выхлопной трубы.
головка блока цилиндров. На Chevy Aveo номер отливки находится на конце головы, мы
нужны последние 3 цифры номера отливки на всех головках цилиндров GM.
Honda Обычно это комбинация из 3-4 букв и цифр, которые выбиты на выхлопной трубе.
стороны головки цилиндров.
Додж
Штамп на передней части головы. Всегда включайте буквы в конце
литейный номер. На чугунных головках Dodge номера отливок выбиты на
сторона клапана.
Дэу
Штамп на конце головы.
Ниссан
На выхлопной стороне выбито 3-значное сочетание букв и цифр.
Мицубиси
Некоторые головки цилиндров имеют 4-значную комбинацию цифр и букв, в то время как
некоторые головки цилиндров не имеют номера отливки. Литейные номера проштампованы
со стороны выхлопа.
Киа
Штамп на передней части головы.
Субару
Имеет 4-значную комбинацию букв и цифр и выбит на выхлопной трубе.
сторона.
Исузу
Выбитый на стороне впуска, это будет длинный номер отливки. Последние 3 цифры
нужный.
Сузуки
Выбиты на стороне впуска, это цифры.
Правосторонняя и левосторонняя терминология — вверх
Головки цилиндров некоторых двигателей V-6 и V-8 взаимозаменяемы.
левая и правая стороны. Однако многие двигатели V-6 и V-8 имеют головки цилиндров, которые должны
быть установлен на определенной стороне двигателя.
ACH маркирует головки, которые должны использоваться на определенной стороне двигателя, буквами L (слева) и
Р (справа). На стандартном рядном двигателе сторона определяется сидящим сзади
руль. Левая головка находится слева от водителя, а правая сторона — у водителя.
правильно.
Для поперечного двигателя сторона определяется стоянием позади двигателя.
правая головка находится рядом с брандмауэром. Левая головка у радиатора.
Номера VIN — вверх
Определите требуемую головку блока цилиндров, используя vin-номер вашего автомобиля. Некоторые головки цилиндров можно идентифицировать с помощью деталей по vin-номеру. К сожалению, это не является нормой, и мы рекомендуем использовать другую информацию, такую как номер отливки или семейство двигателей, для определения требуемой головки блока цилиндров. Лучший способ — выполнить поиск, используя vin-номер вашего автомобиля, и посмотреть, найдена ли правильная головка блока цилиндров. Если продукт не найден, найдите головку блока цилиндров, не используя номер vin.
[Все еще нет совпадения? Позвоните нам! Мы уверены, что у нас есть ваша голова! (800) 356-4889]
Тип двигателя — DOHC / SOHC — Вверх
DOHC означает двойной верхний распределительный вал.
SOHC расшифровывается как Single Top Camshaft
Специальная информация — вверх
Это очень важно!
Разновидностей головок цилиндров очень много, а некоторые отличаются только дополнительным отверстием для установки чего-то вроде распределителя.
Раздел специальной информации включает в себя любую другую информацию, которая важна для точного определения головки блока цилиндров, необходимой для вашего проекта. Здесь перечислены важные характеристики головки блока цилиндров, такие как VTECH, отверстие EGR или отверстия распределителя. Обязательно проверьте головку блока цилиндров на соответствие этим дополнительным характеристикам; это значительно уменьшит риск или пропустить заказы. Если вы не уверены, пожалуйста, заполните форму запроса продукта или позвоните нам, и мы поможем подобрать нужную головку.
Что означает N/A? — Наверх
Н/Д означает «Не приобретено» или «Не применимо»
Конкретные данные могут быть неприменимы, например, у двигателя может не быть левой и правой сторон, а только одна головка. Это будет обозначено как N/A, поскольку оно не относится к текущей головке блока цилиндров.
N/A также может использоваться для данных, которые в настоящее время нам неизвестны или еще не введены в нашу онлайн-базу данных. Мы работаем над тем, чтобы максимально детализировать все наши головки цилиндров (более 1200) онлайн.
Тип автомобиля? — Автомобиль, грузовик или внедорожник? — Наверх
Почему это важно?
Иногда производители автомобилей используют двигатели в легковых и грузовых автомобилях с одинаковыми обозначениями, но разными характеристиками. Это может привести к путанице и пропуску заказов; чтобы снизить этот риск, мы рекомендуем нашим клиентам ознакомиться с этой информацией. В этой категории есть только два различия: либо головка блока цилиндров для легкового автомобиля, либо для грузовика.
Основной заряд? — Наверх
Core Charge — это дополнительная плата, которая добавляется к редким или «труднодоступным» головкам цилиндров. Эта плата будет возвращена, когда мы получим вашу старую головку блока цилиндров. Эта надбавка есть только у нескольких головок цилиндров, она указана на странице сведений о головке цилиндров как «Основная зарядка».
Пример головки блока цилиндров С сердечником
Пример головки цилиндра БЕЗ сердечника
Какие этапы процесса восстановления головок цилиндров? — Вверх
- Очистка мылом
— Замачивание/выпекание при температуре от 180 ºF до 190 ºF
— Время: пока поверхность не растворится
— Воздействие на окружающую среду: НЕТ, раствор разрушает масло, делая его растворимым, система Skim удаляет плавающие отходы.
- Осмотр
— Визуальный (VT) и магнитопорошковый (MT) контроль трещин в процессе эксплуатации
— Приемлемые головы направляются в производство.
— Отбракованные головы оцениваются как:
+ Ремонт вилки
+ Ремонтный сварной шов
+ Зачищенный
- Направляющая/Седла и болты/Отверстия
— Направляющие и сиденья — Визуальный осмотр
— Отверстие под резьбу — Визуальный осмотр
— Удаление сломанных болтов
- Зона очистки паром
- Раствор разрушает масло, делая его растворимым почти на 100%.
- Остаток улавливается системой регенерации, снимается и помещается в печь с прямым пламенем.
- Количество остатка в среднем составляет 32 унции в месяц.
— Тип очистки паром (раствор цитрусового мыла)
— Воздействие на окружающую среду — Нет
— Процесс очистки: «Восстановленная закрытая система»
- Шлифовка поверхности
— Убедитесь, что высота головки блока цилиндров соответствует заводским спецификациям
.
— Головки обработаны до требуемой чистоты RA
- Сборка
Соберите головки цилиндров с клапанами, пружинами и всеми необходимыми компонентами, включая распределительные валы, если это необходимо.
Окончательный визуальный осмотр отверстий под болты, резьбы, поверхности головки блока цилиндров и портов. Затем головки упаковываются в прозрачный пластик, и к этикетке со штрих-кодом прикрепляется зеленая наклейка о приемке. Головки цилиндров либо ставятся на склад, либо сразу отгружаются.
Сокращения — Вверх
АДЖ | Регулируемый |
ВОЗДУХ | Воздушный индукционный реактор (выбросы) |
КВАЛЮШИ | Алюминий |
БДР | Привинтить коромысло в сборе |
УГЛЕВОД | Карбюраторный |
СС | кубических сантиметров |
Идентификационный номер | Рабочий объем в кубических дюймах |
CFI | Центральный впрыск топлива |
С# | Литейный номер |
РАССТОЯНИЕ | Дистрибьютор |
DOHC | Двойной верхний кулачок |
ЭФИ | Электрический впрыск топлива |
ЭФП | Электронный топливный насос |
ЕХ | Выхлоп |
Ф. | Впрыск топлива |
ВПЕРЕД | Передний привод |
H.D НАТРИЙ | Натриевый клапан для тяжелых условий эксплуатации |
Н/О | Высокий выход |
ВСК | Высоковихревое горение |
ГИД | Гидравлические подъемники |
ИНЖ | Впрыск |
ИНТ | Впуск |
ЛГ ВЛВ | Большой клапан |
МЕХ | Механический |
МФО | Распределенный впрыск топлива |
МФУ | Механический топливный насос |
ОНС | Верхний кулачок |
ОХВ | Верхний клапан |
PRH | Отверстие толкателя |
задний | Задний привод |
SOHC | Одиночный верхний кулачок |
СМ ВЛВ | Малый клапан |
ТБИ | Форсунка дроссельной заслонки |
ТЕМП С. |