Содержание
Головки блоков цилиндров: устройство, особенности конструкции
Двигатель внутреннего сгорания имеет сложную конструкцию, где каждый элемент отвечает за выполнение различных задач. Одним из таких элементов является головка блока цилиндров (ГБЦ).
ГБЦ смело можно назвать одним из ключевых узлов в мотоцикле или автомобиле. Это устройство контролирует вывод газов в двигателе внутреннего сгорания. Внешне ГБЦ представляет собой крышку, которая закрывает сам блок. Для ее изготовления используются алюминиевые сплавы или чугун.
Качественная работа головки блока цилиндров напрямую зависит от плотности прилегания самой ГБЦ к блоку цилиндров. Именно из-за этого верхняя часть данной детали является более узкой, чем нижняя. Между самим блоком и головкой находится уплотнительная прокладка. Фиксирование ГБЦ осуществляется с помощью штифтов.
Вся дальнейшая работа ГБЦ зависит от правильности монтажа. Каждый автомобиль имеет собственный регламент установки головки блока цилиндров. Поэтому важно использовать правильную инструкцию для каждого конкретного автомобиля. В ней указывается порядок затяжки штифтов и необходимый момент закручивания. Монтаж ГБЦ осуществляется с помощью динамометрического ключа.
Поэтому важно использовать правильную инструкцию для каждого конкретного автомобиля. В ней указывается порядок затяжки штифтов и необходимый момент закручивания. Монтаж ГБЦ осуществляется с помощью динамометрического ключа.
Не следует применять грубую силу при установке ГБЦ – это может стать причиной повреждения масляного канала, уплотнительной прокладки и прочих элементов системы. Если головка будет деформирована, повреждена или установлена неправильно, это повлечет за собой нарушения в работе двигателя и всего транспортного средства.
%rtb-4%
Особенности конструкции ГБЦ
Для изготовления головки блока цилиндров сегодня применяются алюминиевые сплавы. Раньше распространенным материалом был легированный чугун.
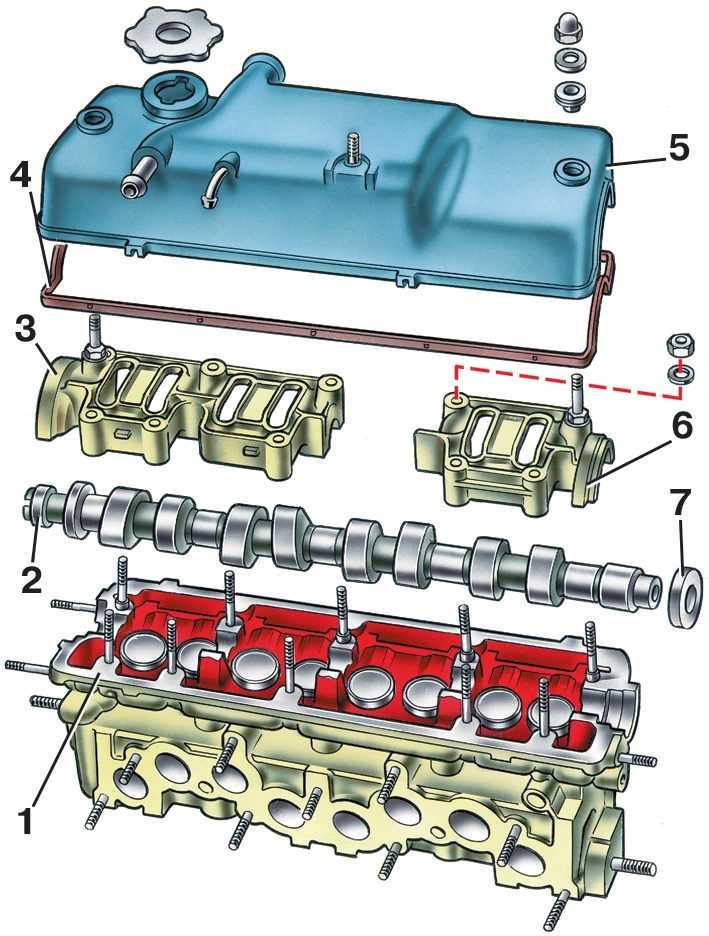
Составляющими элементами ГБЦ являются:
- газораспределительный механизм;
- уплотнительная прокладка;
- корпус головки цилиндра, в котором располагаются камера сгорания, патрубки системы охлаждения, масляные провода;
- привод ГРЦ;
- отсеки для монтировки свечей;
- камера сгорания;
- посадочные плоскости для выпуска переработанных газов.


Рассмотрим более подробно каждый из перечисленных выше элементов.
Клапаны ГБЦ располагаются в первом ряду. Наклон каждого из них к цилиндрам составляет 20˚. Современные иномарки имеют несколько иной принцип устройства ГБЦ, но конструкция все-равно является похожей.
Уплотнительная прокладка изготавливается из армированного асбеста. Этот материал хорошо выдерживает высокие температуры, которые возникают во время работы двигателей внутреннего сгорания. Также армированный асбест в состоянии выдержать высокое давление, обеспечивая герметичность конструкции мотора при различных нагрузках.
В передней части устройства располагается привод газораспределительного механизма и натяжитель цепи. Камеры сгорания располагаются близко к ним, поэтому взаимодействие с ними организовано механическим способом. Камеры для сжатия имеют в несколько раз меньший объем, чем сами поршни. Это позволяет воздушным смесям закручиваться в момент поднятия поршней в процессе работы двигателя. Таким образом процесс сгорания топлива улучшается.
Таким образом процесс сгорания топлива улучшается.
На левой части головки цилиндра располагаются посадочные места для свечей зажигания. Сюда же монтируются системы для опоры рычага и опорные шайбы. Сверху ГБЦ есть крышка, которая фиксируется болтами к корпусу.
%rtb-4%
Несъемные детали в ГБЦ
В ГБЦ имеются несъемные части. В их числе – седла клапанов, которые отвечают за герметичность газораспределительного механизма. Важно учитывать, что сборка этих элементов происходила под воздействием пресса и выполнить их замену в домашних условиях невозможно. Ремонт можно выполнить только в сервисном центре и применением специализированного оборудования.
Многие владельцы авто пытаются самостоятельно выполнить ремонт ГБЦ, но лучше не делать этого, чтобы избежать серьезных проблем с транспортным средством.
- Форма головки цилиндра может измениться, что приведет к нарушениям герметичности камеры сгорания и клапанов.
- Неправильный нагрев может стать причиной выхода из строя головки цилиндров.
- На поверхности детали могут образоваться трещины и микротрещины, из-за чего двигатель утратит свою работоспособность.
Самостоятельный ремонт несъемных деталей ГБЦ может стать причиной поломки детали, что обернется еще более дорогостоящим ремонтом.
Диагностика ГБЦ, виды неисправностей и методы их устранения
Головка блока цилиндров: назначение и принцип работы — Autodromo
Содержание
Головка блока цилиндров ДВС
Такую деталь, как головку блока цилиндров (ГБЦ), без сомнения, можно назвать одним из самых важных узлов в двигателе. ГБЦ является неотъемлемой частью блока цилиндров, хотя и составной.
Составляющие ГБЦ
Так как такая деталь, как ГБЦ является сборной, поэтому необходимо выяснить какими составляющими комплектуется головка блока цилиндров двигателя.
Устройство ГБЦ достаточно простое только на первый взгляд. Она состоит из клапанов газораспределения (впускные и выпускные клапана), свечей зажигания или же форсунок (применимо к дизельным агрегатам) и блока камер сгорания горючей смеси.
Итак, головка блока цилиндров — это сложный механизм, в который запрессованы седла клапанов и направляющие втулки. Следует отметить, что оси седел клапанов и втулок должны строго совпадать друг с другом, в противном случае сложный кривошипно-шатунный механизм может выйти из строя.
Принцип работы и предназначение ГБЦ
Головка двигателя и блок цилиндров соединяются между собой огнеупорной сталеасбестовой прокладкой, которая предотвращает выход газов и потерю компрессии. Кстати, потеря компрессии, которая может возникать в результате потери плотности прокладки, приводит к потере мощности двигателя или вообще, к остановке двигателя. Ведь та энергия, за счет которой движется автомобиль, создается путем сжатия топливной смеси (дизельные моторы) или же путем сжатия и горения топливной смеси (бензиновые моторы).
Такой сложный механизм, как ГБЦ, и является плотной крышкой, в которой, в принципе и располагаются свечи зажигания или же система впрыска дизельного топлива, то есть форсунки. Крышка головки блока цилиндров дополняет собой сложную кривошипно-шатунную систему, а также служит надежной гарантией компрессионности двигателя.
Крышка головки блока цилиндров дополняет собой сложную кривошипно-шатунную систему, а также служит надежной гарантией компрессионности двигателя.
Процессы, происходящие в блоке цилиндров
В блоке цилиндров форма камеры сгорания оказывает первостепенное влияние на такие процессы, как смесеобразование и процесс сгорания горючей смеси. Между прочим, процесс смесеобразования должен быть отрегулирован по возможности, идеально. Добиться подобной регулировки довольно просто получится только на исправном автомобиле при наличии определенных навыков.
Смесеобразование приводится в норму с помощью регулировочных винтов, которые расположены в корпусе карбюратора. Автомобили, оснащенные дизельными моторами или бензиновыми двигателями инжекторного типа, в ручной регулировке смесеобразования не нуждаются.
Головка с блоком цилиндров соединяется с помощью шпилек, реже болтов, причем затягиваться они должны только в строгой последовательности и с равномерными поворотами гаечного ключа. Несоблюдение этой последовательности приводит к выходу из строя дорогостоящей головки.
Несоблюдение этой последовательности приводит к выходу из строя дорогостоящей головки.
Техническое обслуживание ГБЦ и блока цилиндров
Своевременное обслуживание головки блока цилиндров заключается в наблюдении за ее состоянием. Из-под прокладки не должно проступать никаких масляных подтеков. Следите за этим, так как масляные подтеки или нехарактерный выпуск газов из камеры сгорания свидетельствуют о негерметичности прокладки между головкой и блоком цилиндров.
При таком раскладе прокладку необходимо будет немедленно заменить.
Своевременный уход за ГБЦ, заключающийся в периодической подтяжке крепежных гаек, сезонной чистке клапанов от нагара приведет к тому, что ваш автомобиль будет работать, как «продать часы». Перебоев возникать не будет, тем более серьезных поломок.
Если у вас корейский автомобиль, то загляните на сайт motor-dji.ru. Вас порадуют низкие цены на запчасти портер и к другим автомобилям. Компания «Мотор-джи» занимается прямыми поставками и продажей запасных частей для корейских автомобилей в России.
Оборудование для шлифовки днищ и блоков
Нажмите здесь, чтобы узнать больше
Независимо от того, какой тип двигателя вы выполняете в своей мастерской (стандартный, производительный, дизельный, морской или любой другой), вам нужна способность для поверхностных головок и блоков. Поверхности деки на головках и блоках с большим пробегом часто покрыты коррозией, ямками, царапинами и/или деформированы, особенно если двигатель лопнул через прокладку головки или перегрелся.
Наплавка обычно необходима для восстановления чистоты поверхности и плоскостности – оба эти фактора необходимы для двигателей последних моделей с прокладками головки цилиндров MLS (многослойная сталь). Наплавка также является обязательной для новых блоков, чтобы установить желаемую высоту деки и зазор поршня. Точно так же новые головки могут нуждаться в наплавке для достижения желаемой степени сжатия и обеспечения плоскостности.
Учитывая тот факт, что наплавка требуется для всех видов работ с двигателями, возникает вопрос, какое оборудование для наплавки необходимо иметь для обработки головок и блоков? Шлифовальные и ленточные шлифовальные машины — это очень старая школа по сравнению с потребностями современных двигателей. Влажное шлифование позволяет добиться высокого качества обработки поверхности, но это более грязный процесс по сравнению с сухим шлифованием, и он лучше работает с чугуном. Алюминий имеет тенденцию нагружать и забивать камни.
Влажное шлифование позволяет добиться высокого качества обработки поверхности, но это более грязный процесс по сравнению с сухим шлифованием, и он лучше работает с чугуном. Алюминий имеет тенденцию нагружать и забивать камни.
Что касается ленточной шлифовки, вы не можете добиться зеркальной поверхности, которую многие клиенты ожидают от головок последних моделей и высокопроизводительных головок. Кроме того, качество отделки сильно зависит от навыков оператора ленточной шлифовальной машины. Вот почему производители двигателей отошли от этих старых методов наплавки и в основном перешли к сухому фрезерованию. Это относительно быстрый и чистый процесс, способный обеспечить стабильную высококачественную отделку.
ВАРИАНТЫ ОБОРУДОВАНИЯ
Итак, если сухое фрезерование — это путь, какой тип наполнителя выбрать? Основные варианты выбора сводятся к покупке или аренде какого-либо специального фрезерного станка или переходу на многоцелевой обрабатывающий центр с ЧПУ, который может выполнять наплавку, растачивание, сверление, нарезание резьбы, снятие фасок и снятие зазоров, а также портирование головок цилиндров, если вы выберете полный 5-осевой станок с ЧПУ.
Многоцелевые обрабатывающие центры, очевидно, обладают широкими возможностями и устраняют необходимость в нескольких станках для выполнения отдельных функций, таких как наплавка и растачивание. Если вы устанавливаете мокрые гильзы в блоки и вам необходимо расточить цилиндры, многоцелевой станок может реально сэкономить время. На многоцелевом станке вы монтируете блок один раз для выполнения нескольких операций обработки, а не перемещаете его с одного станка на другой. Это экономит время на настройку и повышает точность, поскольку блок остается установленным в одном и том же креплении. Многоцелевая машина также может освободить ценное пространство в переполненном магазине.
Но есть некоторые компромиссы с многоцелевыми машинами. Большой из них заключается в том, что они стоят намного дороже, чем специализированный поверхностный слой. В зависимости от марки станка, его функций, элементов управления, инструментов и приспособлений вы можете потратить от 80 000 до 280 000 долларов и более на многоцелевой обрабатывающий центр с ЧПУ. Для сравнения, совершенно новый специализированный грунт от крупного поставщика будет стоить от 30 000 до 45 000 долларов. С другой стороны, если вам также нужна возможность сверлить блоки, сверлильный станок будет дополнительным расходом. Так что, если учесть тот факт, что многоцелевой станок избавляет от необходимости покупать шлифовальный станок и сверлильный станок, разница в цене не так уж велика.
Для сравнения, совершенно новый специализированный грунт от крупного поставщика будет стоить от 30 000 до 45 000 долларов. С другой стороны, если вам также нужна возможность сверлить блоки, сверлильный станок будет дополнительным расходом. Так что, если учесть тот факт, что многоцелевой станок избавляет от необходимости покупать шлифовальный станок и сверлильный станок, разница в цене не так уж велика.
Еще кое-что, что следует учитывать при выборе пути, это то, что многоцелевая машина может выполнять только одну работу за раз. В загруженном, крупносерийном магазине использование одной машины для выполнения всех операций может стать узким местом. С другой стороны, если у вас относительно небольшой цех с ограниченным объемом производства, покупка многоцелевого станка может быть более разумным шагом, чем покупка отдельного наплавочно-фрезерного станка и расточно-сверлильного станка. Конечно, вам еще понадобится хонинговальный станок для доводки цилиндров (если только вы не хонингуете блоки вручную по старинке с помощью дрели и точильных брусков) и клапанно-седельный станок для обработки направляющих и седел клапанов, и клапанный шлифовальный станок для перешлифовки бывших в употреблении клапанов (если только вы не покупаете новые или восстановленные клапаны).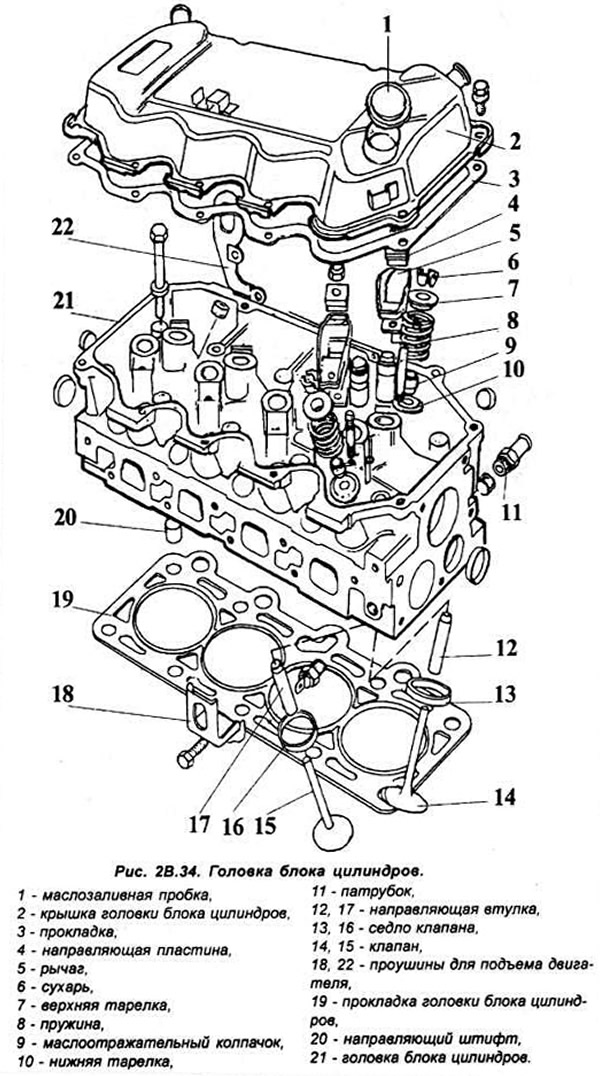
Ваше решение о покупке снаряжения часто зависит от того, что, по вашему мнению, вы можете себе позволить. Вы хотели бы иметь первоклассный обрабатывающий центр с ЧПУ со всеми прибамбасами, но не можете оправдать вложение шестизначных сумм за объем работы, которую вы выполняете в настоящее время. Тем не менее, иногда вам приходится мыслить нестандартно и планировать, каким вы хотите видеть свой бизнес через пять лет.
Первоклассный 4- или 5-осевой обрабатывающий центр с ЧПУ сейчас может показаться дорогой роскошью для вашего бизнеса, но такой станок может помочь развитию вашего бизнеса в новых направлениях, открывая рыночные возможности, такие как портирование головок , работа с дизельным двигателем и даже неавтомобильная обработка.
Несколько лет назад мы опубликовали статью (выпуск журнала Engine Builder за май 2013 г.) об обрабатывающих центрах с ЧПУ и о том, как магазины используют этот тип оборудования для заработка. Многие из опрошенных нами мастерских сообщили нам, что более половины их бизнеса в настоящее время связано с изготовлением или механической обработкой на станках с ЧПУ, включая такие детали, как изготовленные на заказ детали для мотоциклов, эмблемы, крышки клапанов двигателей, ручки переключения передач и неавтомобильные изделия, такие как промышленные и горнодобывающие насосы. , морские детали и даже комплектующие для пушек. Этот тип работы часто обеспечивает значительно более высокую маржу и более высокую прибыль, чем традиционная работа с автомобильными машинами. Но это также требует нестандартного мышления, чтобы расширить свою клиентскую базу за пределы тех, кого вы обслуживаете сейчас.
, морские детали и даже комплектующие для пушек. Этот тип работы часто обеспечивает значительно более высокую маржу и более высокую прибыль, чем традиционная работа с автомобильными машинами. Но это также требует нестандартного мышления, чтобы расширить свою клиентскую базу за пределы тех, кого вы обслуживаете сейчас.
НОВЫЙ ИЛИ Б/У?
Покупка бывшего в употреблении шлифовального станка или обрабатывающего центра, как правило, сэкономит вам много денег по сравнению с покупкой нового оборудования — при условии, что приобретаемое вами оборудование находится в хорошем состоянии и может выполнять работу такого качества, на которое рассчитывают ваши клиенты. Вам не нужно прилагать много усилий, чтобы найти хороший подержанный грунт за 12 000–20 000 долларов — или даже меньше, если вам посчастливилось стать единственным участником торгов на распродаже. Конечно, при покупке подержанного оборудования есть риски. Может быть некоторая неопределенность в отношении истинного состояния оборудования и его способности обеспечивать высококачественную точную отделку. Люфт в подшипниках шпинделя является распространенной проблемой старого подержанного оборудования. Вы также можете столкнуться с некоторыми проблемами при получении запасных частей в зависимости от возраста и марки оборудования. Так что пусть покупатель остерегается, если вы покупаете подержанный грунт.
Люфт в подшипниках шпинделя является распространенной проблемой старого подержанного оборудования. Вы также можете столкнуться с некоторыми проблемами при получении запасных частей в зависимости от возраста и марки оборудования. Так что пусть покупатель остерегается, если вы покупаете подержанный грунт.
Если вы решили купить новое оборудование (что порадует наших рекламодателей), мы советуем вам купить качественную машину у поставщика с известной маркой, который имеет устоявшуюся репутацию в отрасли и который будет там, чтобы обеспечить поддержку клиентов, если вам нужны запчасти или обслуживание позже.
Остерегайтесь недорогих «экономичных» поверхностных буров, которые импортируются из Китая и других оффшорных производителей. По словам одного поставщика, у которого мы взяли интервью, в этих недорогих грунтовочных машинах используются устаревшие технологии, дешевые компоненты и легкая конструкция, и они, по сути, являются «хламом» по сравнению с тем, что доступно от известных поставщиков.
«Этим машинам не хватает жесткости и качества, чтобы выдерживать высокую производительность. Они не прослужат 20 лет, как качественно сделанная машина, и они не способны производить высококачественную отделку, которая необходима для современных двигателей. Удачи в приобретении запчастей или обслуживании этих машин, если они вам нужны», — сказал он.
Хотя некоторые «восстановленные» бывшие в употреблении грунтовочные машины продаются с ограниченной гарантией, гарантия обычно не такая хорошая, как на новое оборудование. Поддержка клиентов также может быть ограничена или отсутствовать, если вы решите купить подержанный, а не новый.
ЧТО НУЖНО ИСКАТЬ
Все поставщики, с которыми мы связались для написания этой статьи, согласились с тем, что определенные функции являются обязательными для наплавки блоков и головок на последних моделях и высокопроизводительных устройствах. Станок, который был спроектирован с нуля до поверхности автомобильных блоков и головок, будет лучше соответствовать потребностям типичного производителя двигателей, чем станок, который изначально был разработан для общепромышленного использования или для шлифования.
Качественный наплавочный станок будет иметь достаточную мощность для высокоскоростной наплавки CBN или PCD. Старое оборудование, предназначенное для измельчения, может оказаться неэффективным при переоборудовании для измельчения.
Большинство шлифовальных станков теперь имеют шарико-винтовую подачу, обеспечивающую плавное и стабильное движение заготовки или режущей головки.
Грунтовочная машина должна быть достаточно большой, чтобы справляться со всеми головками и блоками легковых автомобилей и легких грузовиков, а также с некоторыми дизельными головками большой грузоподъемности. Если вы делаете сверхмощные дизельные блоки и головки, купите машину, которая имеет дополнительную мощность для обработки крупногабаритных отливок.
Ищите приспособление, позволяющее быстро, легко и точно монтировать головки и блоки для наплавки. Время – деньги, и если вам придется возиться в течение 30 или более минут с установкой и выравниванием головки или блока на станке, это снизит производительность и рентабельность. Базовое крепление, которое поставляется с некоторыми европейскими поверхностями, хорошо работает с головками OHC, но не так хорошо с американскими головками V8 и V6 с толкателем. Возможно, вам придется купить дополнительное крепление для зажима различных типов головок и блоков, которые поступают в вашу мастерскую.
Базовое крепление, которое поставляется с некоторыми европейскими поверхностями, хорошо работает с головками OHC, но не так хорошо с американскими головками V8 и V6 с толкателем. Возможно, вам придется купить дополнительное крепление для зажима различных типов головок и блоков, которые поступают в вашу мастерскую.
Крепление является таким же важным фактором при принятии решения о покупке, как и сама машина. Платы блоков должны быть наплавлены параллельно осевой линии основного отверстия коленчатого вала так же, как головки верхнего распредвала должны быть вырезаны параллельно отверстиям распредвала верхнего распредвала. Крепеж должен обрабатывать множество различных отливок и надежно удерживать эти отливки, чтобы их можно было обработать точно и с высокой степенью точности.
Фрезы поставляются с различными типами режущих головок. Производители транспортных средств обычно используют оборудование для наплавки с многорезцовыми фрезами, чтобы сократить время обработки. Тем не менее, большинство производителей двигателей вторичного рынка используют простую фрезу с одной насадкой для фрезерования головок и блоков, даже если фреза поставляется с двумя насадками. Почему? Потому что быстрее и проще настроить или заменить один бит, чем заменить и выровнять два бита. Режущая головка с одной фрезой может выполнять такую же работу, как и фреза с двумя или более фрезами, при условии, что вы используете правильную скорость фрезы и подачу. Многие современные высокоскоростные наплавщики могут изготовить головку блока цилиндров менее чем за две минуты.
Тем не менее, большинство производителей двигателей вторичного рынка используют простую фрезу с одной насадкой для фрезерования головок и блоков, даже если фреза поставляется с двумя насадками. Почему? Потому что быстрее и проще настроить или заменить один бит, чем заменить и выровнять два бита. Режущая головка с одной фрезой может выполнять такую же работу, как и фреза с двумя или более фрезами, при условии, что вы используете правильную скорость фрезы и подачу. Многие современные высокоскоростные наплавщики могут изготовить головку блока цилиндров менее чем за две минуты.
Большинство поставщиков рекомендуют использовать биты CBN для чугуна и биты PCD для алюминия. CBN может резать оба типа металла, как и карбид, но алюминий имеет тенденцию прилипать как к CBN, так и к карбиду. Если стружка прилипнет к наконечнику инструмента и попадет на поверхность, это повредит отделку и может вызвать проблемы с уплотнением при установке головки. Нанесение легкого слоя воска или смазки (например, WD-40) на заготовку перед фрезерованием алюминия может уменьшить проблему прилипания при использовании CBN или карбида, но использование PCD обычно работает лучше.
Лучшее в мире оборудование для наплавки не обеспечит высококачественную отделку, если сверла затупились или скорость подачи слишком высока по сравнению с числом оборотов режущей головки. Алюминий может отжигаться и размягчаться при перегреве, поэтому он может резаться не так чисто, как новая отливка.
Головки OHC последних моделей могут быть обработаны только на небольшую часть. Удаление металла с поверхности деки опускает головку на блоке и замедляет синхронизацию кулачка. Вскрытие также увеличивает степень сжатия, что может привести к проблемам с детонацией в некоторых двигателях. Следовательно, если головка деформирована, ее следует сначала выпрямить, чтобы свести к минимуму количество металла, которое необходимо фрезеровать для восстановления плоскостности.
Деформированные головки OHC обычно изогнуты посередине. Головку можно выпрямить, поместив прокладки под концы головки, а затем закрепив головку болтами на жесткой стальной пластине, пока отверстия кулачка не станут прямыми. Нагрев головки в духовке помогает процессу выпрямления, но не нагревайте головку слишком сильно (более 450 градусов), потому что это может привести к отжигу и размягчению головки. После того, как отверстия кулачка станут прямыми, головку можно отвинтить от пластины и при необходимости отшлифовать.
Нагрев головки в духовке помогает процессу выпрямления, но не нагревайте головку слишком сильно (более 450 градусов), потому что это может привести к отжигу и размягчению головки. После того, как отверстия кулачка станут прямыми, головку можно отвинтить от пластины и при необходимости отшлифовать.
Окончательный чистовой срез на любой головке не должен превышать 0,001 дюйма. Шаг грубой наплавки, за которым следует этап окончательной наплавки, даст лучшую отделку, чем попытка снять слишком много металла за один проход.
Многие двигатели последних моделей требуют высококачественной зеркальной отделки поверхности в диапазоне от 10 до 30 RA, а для некоторых может даже указываться однозначный номер RA. Если ваше оборудование для наплавки не может достичь таких показателей, вам необходимо модернизировать свое оборудование для наплавки.
Многие прокладки головок MLS на вторичном рынке поставляются с более толстым покрытием, чем оригинальные прокладки MLS, что позволяет выдерживать шероховатость до 60 RA. Тем не менее, вы должны стремиться к заводскому качеству поверхности, а не полагаться на производителя прокладок, чтобы компенсировать плохое качество поверхности.
Тем не менее, вы должны стремиться к заводскому качеству поверхности, а не полагаться на производителя прокладок, чтобы компенсировать плохое качество поверхности.
Если возможно, попробуйте несколько конкурирующих грунтовочных машин или многоцелевых машин, прежде чем покупать что-либо. Продавцы оборудования всегда стремятся завершить продажу, но они также должны позволить вам опробовать их оборудование, чтобы вы могли сами решить, подходит ли оно вам и вашему бизнесу. Если элементы управления сложны или запутаны, если что-то кажется неудобным или трудным в использовании, если инструменты или крепления не подходят для головок и блоков, которые вы часто используете в своей мастерской, возможно, это не та машина. для тебя.
Перед покупкой также важно узнать об обучении (при необходимости), гарантийном обслуживании и поддержке клиентов, а также о вариантах финансирования.
Замена прокладки ГБЦ: когда и как
14 сентября 2022 г.
Компоненты двигателя
Вилочные погрузчики
Колесные погрузчики с шарнирно-сочлененной рамой
Оборудование для обработки контейнеров
Наземное вспомогательное оборудование
Уборочная техника
Мобильные подъемные рабочие платформы
Боковые погрузчики
Малая землеройная техника
Телескопические погрузчики
Тракторы
Автопогрузчики
Коммунальная техника
Прокладка головки блока цилиндров является важным компонентом вашего двигателя.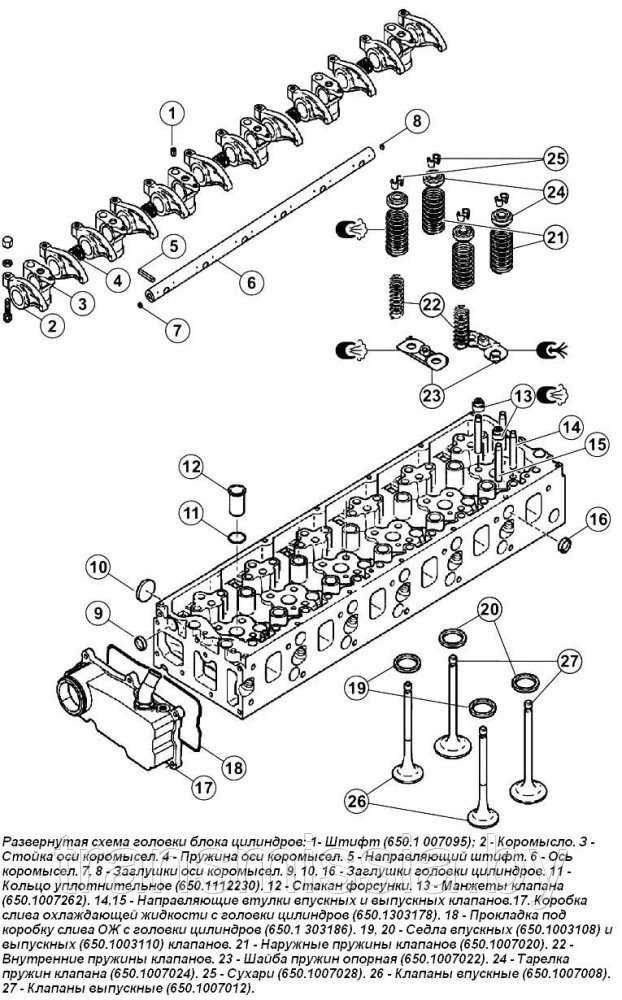 Это позволяет цилиндрам двигателя работать вместе, чтобы двигать машину вперед. Если прокладка головки блока цилиндров неисправна, проблему необходимо устранить как можно быстрее. Чем дольше вы будете ждать, чтобы исправить это, тем больше повреждений вам придется устранять. В этой статье вы узнаете, когда, почему и как заменить прокладку головки блока цилиндров вашего двигателя.
Это позволяет цилиндрам двигателя работать вместе, чтобы двигать машину вперед. Если прокладка головки блока цилиндров неисправна, проблему необходимо устранить как можно быстрее. Чем дольше вы будете ждать, чтобы исправить это, тем больше повреждений вам придется устранять. В этой статье вы узнаете, когда, почему и как заменить прокладку головки блока цилиндров вашего двигателя.
Что такое прокладка головки блока цилиндров?
Прокладка головки блока цилиндров является одной из наиболее важных прокладок двигателя . Он герметизирует проходы между блоком цилиндров и головкой цилиндров, позволяя маслу и охлаждающей жидкости циркулировать в двигателе без утечки в цилиндры или наружу двигателя. Прокладка головки также действует как элемент передачи усилия , влияя на распределение усилия, создаваемого цилиндрами.
Высокая мощность сгорания современных двигателей означает, что прокладка головки должна быть достаточно прочный, чтобы выдерживать очень высокие температуры и давления . В прошлом прокладки головки блока цилиндров часто изготавливались из меди или композитных материалов, которые обычно содержали графит. Сегодня большинство прокладок головки блока цилиндров изготавливаются из многослойной стали (MLS), состоящей из двух-пяти слоев тонкой стали, покрытой резиной.
В прошлом прокладки головки блока цилиндров часто изготавливались из меди или композитных материалов, которые обычно содержали графит. Сегодня большинство прокладок головки блока цилиндров изготавливаются из многослойной стали (MLS), состоящей из двух-пяти слоев тонкой стали, покрытой резиной.
Несмотря на то, что в наши дни прокладки головок довольно прочные, они по-прежнему подвержены износу . Если что-то пойдет не так с прокладкой головки блока цилиндров, масло и охлаждающая жидкость могут попасть в ненужные части двигателя, что поставит под угрозу безопасность и приведет к дорогостоящим повреждениям. Вот почему Негерметичная прокладка головки блока цилиндров требует замены как можно скорее .
Как определить, что прокладка головки блока цилиндров протекает?
Поврежденная прокладка головки блока цилиндров, которую часто называют лопнувшей прокладкой головки блока цилиндров, может вызвать различные проблемы с двигателем. Важно знать симптомы, указывающие на течь прокладки головки блока цилиндров, чтобы быстро устранить проблему и сократить время простоя вашей машины.
Признаки, на которые следует обратить внимание, включают:
- Перегрев двигателя. Когда продувается уплотнение прокладки головки блока цилиндров, из него может вытекать охлаждающая жидкость, что означает, что двигатель не может остыть так, как ему нужно.
- Низкий уровень охлаждающей жидкости без видимых утечек. Возможна утечка охлаждающей жидкости двигателя в цилиндры в блоке цилиндров.
- Пузырьки в радиаторе или охлаждающем бачке. Это вызвано выходом газов из камеры сгорания в систему охлаждения.
- Потеря мощности. Если прокладка головки пробита, это вызывает потерю давления в камере сгорания и мощность двигателя снижается.
- Белый дым из выхлопных газов. Охлаждающая жидкость, поступающая в камеру сгорания, сгорает с выделением белого дыма.
- Молочное моторное масло. Если из-за неисправности прокладки головки блока цилиндров охлаждающая жидкость просачивается в каналы возврата масла, моторное масло может приобретать молочный оттенок.
- Внешние утечки. Жидкость, вытекающая из двигателя, может быть охлаждающей жидкостью или маслом, вытекшим через трещину в прокладке головки блока цилиндров.

Почему важно заменить прогоревшую прокладку головки блока цилиндров?
Основные опасности эксплуатации двигателя с пробитой прокладкой головки блока цилиндров включают:
- Перегрев. Если ваш двигатель теряет охлаждающую жидкость из-за протекающей прокладки головки блока цилиндров, он, вероятно, перегреется и получит дальнейшее повреждение.
- Непоправимый ущерб. Когда моторное масло смешивается с охлаждающей жидкостью, оно разбавляется и не может обеспечить необходимый уровень смазки, что может привести к повреждению двигателя, которое невозможно устранить.
Как заменить пробитую прокладку ГБЦ
Ниже приводится общее руководство по замене прокладки головки блока цилиндров в двигателе. Рекомендуется также обратиться к руководству по эксплуатации вашей машины для получения информации, относящейся к вашему двигателю.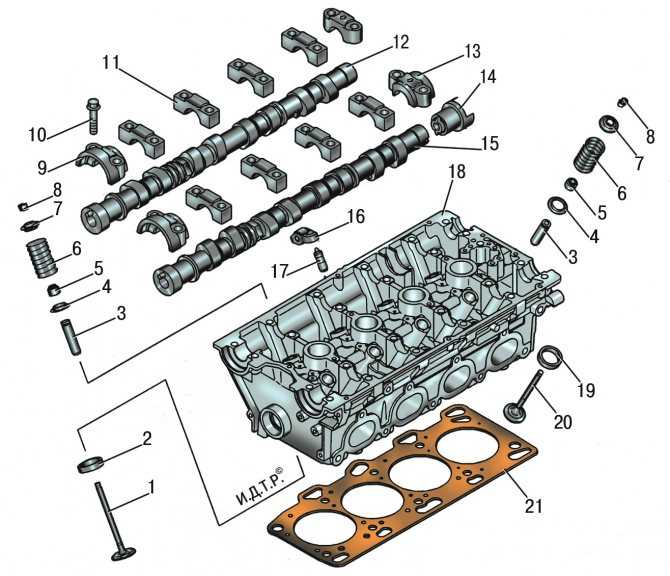
- Снимите старую прокладку головки блока цилиндров.
- Очистите поверхности. Удалите всю ржавчину или мусор с поверхностей, которые будут соприкасаться с новой прокладкой головки блока цилиндров. При необходимости используйте промышленные чистящие средства. Гладкость поверхностей головки блока цилиндров и блока цилиндров оказывает существенное влияние на работу прокладки головки блока цилиндров.
- Проверьте компоненты на наличие неровностей и перекосов. Это можно определить с помощью линейки и метода светового зазора. Поместите устройство для проверки поверочной линейки на поверхность и рассмотрите их вместе на фоне источника света. Перемещайте инструмент по отверстиям под болты из стороны в сторону и вверх и вниз. Любые неровности видны благодаря свету, проникающему сквозь щели.
- Осторожно установите новую прокладку головки блока цилиндров. Наденьте его точно на отверстие каждого цилиндра, совместив его выступы с выступами на блоке цилиндров и равномерно нажимая, пока он не сядет на место. При необходимости слегка покачивайте прокладку головки блока цилиндров, пока вы нажимаете, чтобы убедиться, что все углы и боковые края прилегают к соответствующим поверхностям, но ничего не прилагайте! При правильном выравнивании прокладка головки легко встанет на место. Если что-то кажется неправильным, проверьте, подходит ли деталь для вашей машины, и/или проверьте еще раз на наличие неровностей или искажений.
- Установите новые болты. Равномерно закручивайте болты до плотного прилегания, но будьте очень осторожны, чтобы не перетянуть их. Правильный выбор болтов и применение правильной процедуры затяжки играют жизненно важную роль в достижении необходимого уплотнения. Вот почему важно всегда следовать инструкциям производителя. В некоторых двигателях после замены прокладки головки блока цилиндров головку блока цилиндров необходимо повторно затянуть примерно через 50 часов работы двигателя. Обратитесь к руководству по обслуживанию для конкретных инструкций для вашего двигателя.
 При необходимости слегка покачивайте прокладку головки блока цилиндров, пока вы нажимаете, чтобы убедиться, что все углы и боковые края прилегают к соответствующим поверхностям, но ничего не прилагайте! При правильном выравнивании прокладка головки легко встанет на место. Если что-то кажется неправильным, проверьте, подходит ли деталь для вашей машины, и/или проверьте еще раз на наличие неровностей или искажений.
При необходимости слегка покачивайте прокладку головки блока цилиндров, пока вы нажимаете, чтобы убедиться, что все углы и боковые края прилегают к соответствующим поверхностям, но ничего не прилагайте! При правильном выравнивании прокладка головки легко встанет на место. Если что-то кажется неправильным, проверьте, подходит ли деталь для вашей машины, и/или проверьте еще раз на наличие неровностей или искажений.