Содержание
Как притереть клапана ГБЦ.Притирка клапанов видео.
Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин.
От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры:
1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же.
2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде.
3. Новые клапана.
4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит.
Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.
Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
- трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
- дрель, сверло на 8.5мм
- контактная или газовая сварка (автоген).

- гайка и болт 8мм.

Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
1. Берем новый клапан, вставляем в клапанную втулку.
2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 2\1, чтобы смесь стала похожа по вязкости на шампунь.
3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно).
4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой.
После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся.
Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
Ремонт головки блока цилиндров ЗМЗ-405, ЗМЗ-406
Ремонт головки блока цилиндров производим при общем ремонте двигателя и при замене прокладки ГБЦ
Очень важно сделать ремонт головки после того, как перегрели мотор. Во время перегрева могут возникнуть дефекты, которые визуально можно не увидеть.
Поэтому нужно тщательно проделать все операции по ремонту головки цилиндров. Во многом от этого зависит работа двигателя. И это избавит от лишней работы и затрат.
Снятие головки блока цилиндров смотрим в статье – «Замена прокладки головки блока цилиндров».
Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.
Снять прокладки выпускного коллектора.
Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.
Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.
Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.
Отвернуть гайки 1 и снять впускную трубу 2 вместе с форсунками и топливопроводом (на фото не показаны).
Снять прокладку впускной трубы.
Отвернуть болты 1 и снять заднюю крышку 2 головки блока.
Снять прокладку крышки
Вынуть гидротолкатели 1 клапанов. Гидротолкатели удобнее вынимать с помощью магнита или присоски
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свое место.
Хранить гидротолкатели следует в том же положении, в каком они стоят на клапанах, чтобы из них не вытекло масло.
Если конструкцией съемника не предусмотрен упор клапана, подкладываем под него подходящий упор.
Сжимаем пружины рассухаривателем.
Чтобы тарелка пружин легче сошла с сухарей, можно нанести легкий удар молотком по упорной сошке рассухаривателя.
Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.
Съемником удаляем маслоотражательный колпачок…
Подцепить отверткой и вынуть опорную шайбу 1 пружин клапанов.
Переворачиваем головку блока цилиндров и вынимаем клапан, пометив место его установки, для того, чтобы при последующей сборке клапан встал на свое прежнее место.
Аналогично снимаем и помечаем остальные клапаны.
Изношенные направляющие втулки клапанов выпрессовываем оправкой
Шестигранным ключом “ на 8 ” выворачиваем заглушки масляных каналов
Осмотр, дефектовка и ремонт
- 1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания и клапаны от нагара.
- 2. Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов, следы прогара и трещины на стенках камеры сгорания, заменить головку блока.
- 3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.

Для этого линейку поставить ребром на поверхность головки блока, посередине, вдоль и затем поперек и щупом измерить зазор между поверхностью головки и линейкой.
Если зазор превышает 0,1 мм, головку заменить.
- 4. Проверить зазоры в подшипниках распределительных валов.
- 5. Проверить зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность между диаметром канала и диаметром гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0 +0,025мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0 –0,025 и 35,0 –0,041 мм, предельно допустимый диаметр — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанную величину, заменить гидротолкатель. Если и это не даст положительного результата, заменить головку блока.
- 6. Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан необходимо заменить.
Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
Притирку клапана к седлу производят следующим образом:
- — вставить клапан в головку блока;
- — надеть на стержень клапана приспособление для притирки клапанов;
- — нанести на рабочую фаску клапана тонкий слой притирочной пасты, представляющей собой смесь мелкого абразивного порошка с моторным маслом;
— поворачивать клапан с помощью приспособления в обе стороны, периодически прижимая к седлу.
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски седла и клапана.
После притирки протереть седло и клапан чистой тряпкой и тщательно промыть для удаления остатков притирочной пасты. Чтобы проверить герметичность клапана, установить его в головку блока вместе с пружинами и сухарями.
После этого положить головку блока набок и залить в канал, закрываемый клапаном, керосин.
Если в течение 3 мин. керосин не просочится в камеру сгорания, клапан считается герметичным.
- 7. Проверить состояние пружин клапанов. Искривленные пружины, а также имеющие трещины или поломанные, нужно заменить.
8. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов.
Более значительные дефекты можно устранить шлифовкой. При шлифовке выдержать размеры седла, указанные на рис.
Профиль седла клапана двигателя мод. 4062.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифовки седла клапан садится в седло глубже. Поэтому после шлифовки нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала.
Если это расстояние меньше 35,5 мм, заменить головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
Проверить зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,2 мм. Если зазор превышает указанный, заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в плоскость головки блока со стороны отверстия под гидротолкатели.
Втулки перед установкой нужно охладить до –40…45°С, а головку блока нагреть до температуры +160…175°С.
Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части направляющие втулки клапанов поставляют трех ремонтных размеров.
Первый ремонтный размер с увеличенным на 0,02 мм наружным диаметром втулки.
Второй — наружный диаметр втулки 14,2 +0,053 и 14,2 +0,040 мм, третий — с увеличенным на 0,02 мм диаметром от второго размера.
При установке втулок первого ремонтного размера отверстие под втулку в головке блока не растачивать.
При установке втулок второго и третьего ремонтных размеров нужно расточить отверстие до диаметра 14,2 –0,023 и 14,2 –0,050 мм.
После установки новых втулок развернуть в них отверстие под клапаны до размеров, указанных в табл. 2.1.
Затем прошлифовать седла клапанов, как было указано выше.
Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха.
Заглушить все отверстия в головке деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм.
В местах, где есть трещины, будут выходить воздушные пузыри.
Очистив привалочную плоскость головки проверяем качество прилегания головки к блоку лекальной линейкой.
При деформации свыше 0,05 мм плоскостность необходимо восстановить механической обработкой, однако, если неплоскостность превышает 0,1 мм – головка не ремонтируется.
Керосином или дизельным топливом промываем головку, очищаем масляные каналы от отложений.
Затем вытираем поверхности чистой ветошью и продуваем каналы сжатым воздухом.
Устанавливаем на место заглушки масляных каналов.
Через алюминиевую проставку запрессовываем новые втулки клапанов, предварительно нагрев головку до 160–180°С и охладив втулки в “ сухом льду ” (СО 2 ).
Устанавливаем клапаны в последовательности, обратной снятию, заменив старые маслоотражательные колпачки на новые
Притирка клапанов
Наносим притирочную пасту на фаску клапана и устанавливаем его в соответствующую втулку головки.
Закрепляем на ножке клапана приспособление для притирки и, прижимая клапан к седлу, поворачиваем его в обе стороны примерно на 90°.
Продолжаем притирку до тех пор, пока уплотняющая фаска клапана полностью по всей своей ширине и длине не станет матовой и чистой
Также должна выглядеть и фаска на седле клапана.
Стираем ветошью с клапана и седла остатки пасты.
Собираем головку блока цилиндров в обратной последовательности.
Собственный механический цех
Услуги автомобильного механического цеха Art’s
Как правило, мы не занимаемся самостоятельными машинными работами для других магазинов или частных лиц. Мы создали наш механический цех в первую очередь для контроля затрат, времени ремонта и качества машинной обработки автомобилей, которые мы ремонтируем здесь, в Art’s. Мы выполним нестандартный тормозной диск, маховик, восстановление поверхности головки или испытание под давлением, но в большинстве случаев мы рекомендуем вам доверить свое машинное дело компании Hasselgren Engineering. Их возможности намного превосходят наши, и они, похоже, готовы выполнять несколько небольших работ между высокотехнологичными гоночными моторами.
Их возможности намного превосходят наши, и они, похоже, готовы выполнять несколько небольших работ между высокотехнологичными гоночными моторами.
Капитальный ремонт двигателя
К счастью или к сожалению, в зависимости от того, как на это посмотреть, большинство японских автомобилей настолько стары и изношены к моменту, когда двигатель нуждается в восстановлении, что стоимость автомобиля не покрывает стоимость полная перестройка. В большинстве случаев мы делаем только ремонт двигателя, а не полную переборку. Однако время от времени мы находим владельца, который любит свою машину и хочет, чтобы двигатель работал как новый. Теперь мы предлагаем почти все операции по восстановлению двигателя, необходимые для восстановления его состояния, как у нового, собственными силами.
Преимущество ремонта здесь, по сравнению с доставкой восстановленного двигателя к нам, заключается в том, что мы контролируем все аспекты качества. Мы можем быть уверены, что вместо обычного чугуна используются азотированные кольца высшего качества. Мы можем убедиться, что отделка поверхности не только соответствует требованиям производителей, но и превосходит их. Мы можем загерметизировать двигатель способом, который, как мы знаем, будет работать. Мы можем потратить столько времени, сколько необходимо, чтобы получить зазоры такими, какими они были, когда двигатель был новым.
Мы можем убедиться, что отделка поверхности не только соответствует требованиям производителей, но и превосходит их. Мы можем загерметизировать двигатель способом, который, как мы знаем, будет работать. Мы можем потратить столько времени, сколько необходимо, чтобы получить зазоры такими, какими они были, когда двигатель был новым.
Есть производители двигателей, которые отлично работают. Многие даже лучше нас. К сожалению, есть также несколько очень плохих производителей двигателей, некоторые из которых имеют крупные контракты на восстановление оригинального оборудования. С некоторыми марками вы даже не можете доверять дорогому двигателю, купленному у дилера. Когда мы делаем это сами, мы, по крайней мере, точно знаем, на что ручаемся.
Шлифовка седла клапана
Седла клапана представляют собой стальные вставки, запрессованные в алюминиевую головку. Угол контакта седла с клапаном уменьшен до 45 градусов. Ширина и положение контакта на клапане обычно регулируются с помощью 60-градусной «горловой» фрезы и 30-градусной «верхней» фрезы. Некоторые автомобили используют разные углы; мы всегда следуем оригинальным спецификациям производителя при шлифовке сидений. Внимание, уделяемое обрезке сиденья, влияет на то, как долго продлится восстановление. Наш механик Сандор имеет необходимый опыт и приверженность качеству, чтобы гарантировать, что ваша восстановленная головка будет работать так же, как когда она была новой.
Некоторые автомобили используют разные углы; мы всегда следуем оригинальным спецификациям производителя при шлифовке сидений. Внимание, уделяемое обрезке сиденья, влияет на то, как долго продлится восстановление. Наш механик Сандор имеет необходимый опыт и приверженность качеству, чтобы гарантировать, что ваша восстановленная головка будет работать так же, как когда она была новой.
Шлифовка клапана
Мы берем 0,1 рабочего часа за шлифовку клапана. Большинство новых клапанов стоят от 15 до 35 долларов каждый. На 16-клапанной головке шлифовка вместо замены может сэкономить до 475 долларов. По-прежнему имеет смысл шлифовать, когда это возможно. Многие клапаны в новых автомобилях крошечные и не имеют большого запаса хода. Мы шлифуем клапаны только тогда, когда производитель говорит, что это приемлемая процедура, и мы всегда тщательно проверяем клапан на предмет износа перед механической обработкой и соблюдаем минимальные требования производителя. Для тех из вас, кто смотрит на картинку и думает: «Вау, это похоже на старую шлифовальную машину для клапанов!», вы правы. Но старое не равно плохое. Это очень хорошо сконструированное устройство Snap On, которое сегодня работает так же хорошо, как и тогда, когда оно было новым. У нас также есть редукционные цанги, и мы можем обрабатывать клапаны со штоками толщиной до 4 мм.
Но старое не равно плохое. Это очень хорошо сконструированное устройство Snap On, которое сегодня работает так же хорошо, как и тогда, когда оно было новым. У нас также есть редукционные цанги, и мы можем обрабатывать клапаны со штоками толщиной до 4 мм.
Фрезерование головки блока цилиндров
Это фрезерный станок Kwik-Way 855-5. Я потратил около 40 часов на восстановление и преобразование во фрезу. Направляющие были заново обработаны в Worrell Industries прямо здесь, в Беркли, а шлифовальный камень был заменен фрезерной головкой Jamison. Двигатель траверсы был заменен двигателем постоянного тока с регулируемой скоростью, чтобы снизить скорость подачи до едва заметного проскальзывания. Эта машина теперь производит *очень* гладкую поверхность 15 RA на алюминиевых головках, используя вставку CBN и WD40 в качестве смазки. Hasselgren Racing провела тест на шероховатость поверхности, так как это единственная механическая мастерская в этом районе, у которой есть пролифометр. Недавно мы перешли на вставку из поликристаллического алмаза и высокоэффективный спрей для обработки поверхностей Goodson. Наша поверхность выглядит более гладкой, чем когда-либо, но мы еще не тестировали еще один образец нашей работы. Тем не менее, 15 RA на 5 RA лучше, чем самая низкая характеристика чистоты поверхности, с которой мы сталкивались для двигателей с прокладками MLS до сих пор, поэтому насколько она лучше после нашего перехода на PCD, на самом деле не имеет значения.
Недавно мы перешли на вставку из поликристаллического алмаза и высокоэффективный спрей для обработки поверхностей Goodson. Наша поверхность выглядит более гладкой, чем когда-либо, но мы еще не тестировали еще один образец нашей работы. Тем не менее, 15 RA на 5 RA лучше, чем самая низкая характеристика чистоты поверхности, с которой мы сталкивались для двигателей с прокладками MLS до сих пор, поэтому насколько она лучше после нашего перехода на PCD, на самом деле не имеет значения.
Расточка цилиндра
Если износ стенки цилиндра выходит за пределы допусков изготовителя, ее необходимо расточить с запасом для использования с поршнями увеличенного размера. Растачивание должно сопровождаться несколькими этапами хонингования, чтобы создать поверхность, которая будет удерживать масло для смазки и обеспечивать хорошее уплотнение. Когда это возможно, мы будем следовать процедуре производителя для растачивания и хонингования. Например, для двигателя 5SFE Toyota рекомендует расточку на 0,0008 дюйма (чуть меньше 0,001 дюйма) ниже конечного размера. Затем с помощью жесткого хона с зернистостью 400 доведите отверстие до нужного размера. Однако часто нет опубликованной процедуры. Когда у нас нет доступа к процедуре, которую мы расточили до 0,002 дюйма под готовый размер, удалите дополнительный 0,0015 дюйма с помощью точилки Sunnen с зернистостью 280, затем удалите последний 0,0005 дюйма с помощью точилки Sunnen с зернистостью 400, чтобы создать плато. финиш. Мы следуем этому с нейлоновым ультрафинишным мягким хонингованием против часовой стрелки, чтобы удалить сложенный или порванный металл, оставшийся в процессе хонингования. После завершения растачивания и хонингования стенки цилиндра тщательно очищают горячей мыльной водой.
Затем с помощью жесткого хона с зернистостью 400 доведите отверстие до нужного размера. Однако часто нет опубликованной процедуры. Когда у нас нет доступа к процедуре, которую мы расточили до 0,002 дюйма под готовый размер, удалите дополнительный 0,0015 дюйма с помощью точилки Sunnen с зернистостью 280, затем удалите последний 0,0005 дюйма с помощью точилки Sunnen с зернистостью 400, чтобы создать плато. финиш. Мы следуем этому с нейлоновым ультрафинишным мягким хонингованием против часовой стрелки, чтобы удалить сложенный или порванный металл, оставшийся в процессе хонингования. После завершения растачивания и хонингования стенки цилиндра тщательно очищают горячей мыльной водой.
Настил блоков цилиндров
Иногда поверхность блока цилиндров необходимо обновить. Деформация деки чаще встречается на Subaru и других алюминиевых блоках с втулками, но может случиться с любым типом блока. Мы можем обрабатывать большинство 4-цилиндровых и рядных 6-цилиндровых блоков, но в настоящее время мы не можем обрабатывать блоки V6 и V8.
Шлифовка головки цилиндров
**УСТАРЕВШАЯ ПРОЦЕДУРА**
Одно время мы использовали плоскошлифовальный станок для обработки головок цилиндров. Для плоской шлифовки цилиндра используется лента из карбида кремния с зернистостью 80. Поскольку это «сухая» машина без циркулирующей охлаждающей жидкости/смазки, мы покрываем ремень средством Goodson’s Grind Aid. Это улучшило качество поверхности, которое мы получаем на этой машине. Однако во многих случаях используются прокладки MLS (многослойная сталь), которые требуют очень гладкой поверхности. Какое-то время мы притирали, чтобы получить гладкую поверхность, как у оригинала, но это было очень трудоемко. Теперь, когда у нас есть головная фреза со вставками PCD и CBN, мы редко используем эту машину для чего-либо, кроме шлифовки выпускных коллекторов.
Головка блока цилиндров Притирка
**УСТАРЕВШАЯ ПРОЦЕДУРА**
Двигатели с прокладками MLS требуют покрытия с очень низким среднеквадратичным значением для надлежащей герметизации. Поскольку зернистость 80 является самой тонкой лентой, изготавливаемой в настоящее время для ленточных шлифовальных станков, мы используем гранитную пластину (прецизионно обработанная гранитная плита, отшлифованная до идеально плоской толщины 0,00001″, изначально предназначенная в качестве основы для измерения). Мы наносим притирочный состав с зернистостью 400, затем 800, затем 1200 на пластину, а затем перемещаем головку блока цилиндров в виде восьмерки, пока поверхность не станет очень гладкой. Изначально мы были обеспокоены тем, что этот метод создаст выпуклую поверхность на головке блока цилиндров. Тем не менее, мы не обнаружили заметного изменения плоскостности головок цилиндров, которое мы сделали до сих пор, и на самой плите не наблюдается заметного износа. Эта техника физически утомительна, но дает красивый результат.
Поскольку зернистость 80 является самой тонкой лентой, изготавливаемой в настоящее время для ленточных шлифовальных станков, мы используем гранитную пластину (прецизионно обработанная гранитная плита, отшлифованная до идеально плоской толщины 0,00001″, изначально предназначенная в качестве основы для измерения). Мы наносим притирочный состав с зернистостью 400, затем 800, затем 1200 на пластину, а затем перемещаем головку блока цилиндров в виде восьмерки, пока поверхность не станет очень гладкой. Изначально мы были обеспокоены тем, что этот метод создаст выпуклую поверхность на головке блока цилиндров. Тем не менее, мы не обнаружили заметного изменения плоскостности головок цилиндров, которое мы сделали до сих пор, и на самой плите не наблюдается заметного износа. Эта техника физически утомительна, но дает красивый результат.
Замена направляющей клапана
Если расстояние между направляющей и штоком клапана слишком велико, это вызывает две проблемы: во-первых, седло клапана не может быть отрезано по центру, и во-вторых, двигатель потребляет больше масла, чем необходимо. О состоянии направляющих клапанов нельзя узнать, пока ГБЦ не будет снята с автомобиля и не будут измерены направляющие. Это означает, что когда мы обнаруживаем изношенные направляющие, нам необходимо позвонить вам для получения дополнительного разрешения на замену направляющих. Изношенные выпускные направляющие встречаются чаще, чем изношенные впускные, потому что выпускные клапаны нагреваются намного сильнее, чем впускные. Чтобы снять направляющие, нагреваем головку до 200 градусов (F), затем выбиваем направляющие с помощью отвертки, приводимой в действие пневматическим молотком. Чтобы установить направляющие, мы повторно нагреваем и охлаждаем направляющие клапанов перед тем, как вставить их обратно.
О состоянии направляющих клапанов нельзя узнать, пока ГБЦ не будет снята с автомобиля и не будут измерены направляющие. Это означает, что когда мы обнаруживаем изношенные направляющие, нам необходимо позвонить вам для получения дополнительного разрешения на замену направляющих. Изношенные выпускные направляющие встречаются чаще, чем изношенные впускные, потому что выпускные клапаны нагреваются намного сильнее, чем впускные. Чтобы снять направляющие, нагреваем головку до 200 градусов (F), затем выбиваем направляющие с помощью отвертки, приводимой в действие пневматическим молотком. Чтобы установить направляющие, мы повторно нагреваем и охлаждаем направляющие клапанов перед тем, как вставить их обратно.
Расширение направляющей клапана
Включено в стоимость замены направляющей клапана. Размер новой направляющей клапана должен соответствовать указанному изготовителем масляному зазору. Это делается путем измерения штока клапана, добавления характеристик масляного зазора и использования развертки нужного размера для обрезания направляющей по размеру.
Пенетрантная краска Проверка наличия трещин
Первым шагом является очистка головки блока цилиндров. Необходимо соблюдать осторожность, чтобы не покрыть трещины проволочной щеткой. Алюминий — довольно мягкий металл, и энергичная очистка щеткой может фактически скрыть трещины, делая их незаметными для красителя. Затем на проверяемый участок распыляют проникающую краску и дают впитаться в течение 5 минут или около того. После замачивания весь краситель вытирается салфеткой. После того, как головка очищена, на нее распыляется проявитель. Трещины будут отображаться красными линиями. Простое выполнение движений пенетранта не гарантирует, что вы найдете трещину. Ключом к успеху является очень тщательный осмотр. Краска — это всего лишь инструмент, который немного облегчает поиск трещин. Реальный способ обнаружения трещин — это тщательность и опыт человека, проводящего тест, а не сам тест.
Теперь, когда у нас есть прибор для проверки давления головки блока цилиндров, мы почти всегда проверяем давление вместо проверки красителя. Тестер давления обнаружит трещины или пористость под седлами клапанов, которые было бы невозможно обнаружить с помощью красителя.
Тестер давления обнаружит трещины или пористость под седлами клапанов, которые было бы невозможно обнаружить с помощью красителя.
Краска все же пригодится. Это удобно для проверки пластиковых шестерен распредвала, установленных на Subaru 2.5 DOHC EJ25 1996-1999 годов, а также других деталей, кроме головок цилиндров.
Испытание под давлением головки цилиндров
Испытание под давлением является лучшим методом проверки на наличие трещин, поскольку трещины в невидимых областях все же можно обнаружить, например, под седлом клапана или на полпути к отверстию под болт в головке. Это тестер давления Axe, который мы купили подержанным. Для каждой новой головки не требуется специальный набор пластин. Он использует 20 универсальных палубных пластин и универсальных пластин для блокировки портов различных размеров. Он охватывает 95% процентов всех голов и 100% голов мы ремонтируем здесь у Арта. Чтобы проверить наличие трещин, мы блокируем все порты системы охлаждения, затем создаем давление в водяной рубашке до 40 фунтов на квадратный дюйм (примерно в 3 раза больше нормального давления в системе охлаждения). Затем мы погружаем головку в нагретую воду, чтобы довести головку до нормальной рабочей температуры и облегчить обнаружение утечек по следу пузырьков.
Затем мы погружаем головку в нагретую воду, чтобы довести головку до нормальной рабочей температуры и облегчить обнаружение утечек по следу пузырьков.
Шлифовальный станок с маховиком
Компания Art купила этот станок с маховиком в 1990-х годах, и он с лихвой себя окупил. Покупка дорогой одноразовой машины может быть немного рискованной для независимого магазина. Тем не менее, возможность обрабатывать маховик на месте при каждой работе со сцеплением позволила нам предложить более качественную работу со сцеплением за один день, не выезжая в ремонтную мастерскую и обратно и не беспокоясь о том, сделает ли слесарь маховик за короткое время. время.
Мы только что перешли с камней из карбида кремния на алмазные фрезы и очень довольны результатами. Алмазный отрезной круг режет маховик намного быстрее и оставляет на маховике привлекательный острый выступ и очень красивую поверхность.
Замена поверхности тормозного диска и барабана
Мы рекомендуем выполнять замену поверхности тормозных дисков при каждой замене колодок.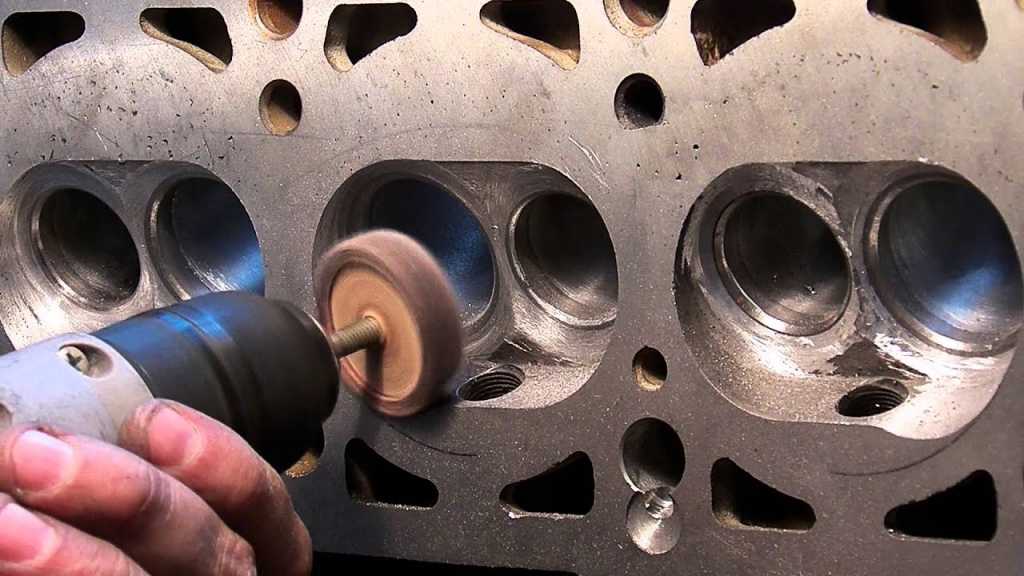 Некоторые производители (например, Subaru) в настоящее время рекомендуют повторно использовать роторы как есть или заменять их. Их беспокоит то, что многие магазины не смогут произвести подходящую отделку поверхности.
Некоторые производители (например, Subaru) в настоящее время рекомендуют повторно использовать роторы как есть или заменять их. Их беспокоит то, что многие магазины не смогут произвести подходящую отделку поверхности.
На нашем токарном станке Hunter мы можем обрабатывать роторы до шероховатости более 60 микродюймов (согласно измерению с помощью измерителя шероховатости). Затем мы используем шлифовальный диск с зернистостью 150, чтобы нанести перекрестную штриховку и улучшить отделку примерно до 45 микродюймов. Это сопоставимо с отделкой новых высококачественных тормозных дисков и намного лучше, чем у некоторых более дешевых брендов.
Прессование втулок и подшипников
Для ремонта рычагов подвески и других компонентов подвески доступно множество втулок. Наши клиенты могут сэкономить много денег, ремонтируя детали подвески, а не заменяя их. Рычаги, изображенные справа, новые стоили 262 доллара, а втулки стоили всего 26 долларов, что составляет одну десятую стоимости. Возможность выполнять этот тип работы на дому означает, что мы можем получать и сдавать автомобили в один и тот же день, а не полагаться на милость поставщика субаренды. Мы также прессуем собственные подшипники и шестерни.
Возможность выполнять этот тип работы на дому означает, что мы можем получать и сдавать автомобили в один и тот же день, а не полагаться на милость поставщика субаренды. Мы также прессуем собственные подшипники и шестерни.
Сварочный ремонт может сэкономить много денег по сравнению с покупкой новых деталей, а в некоторых случаях прочность детали может быть увеличена по сравнению с оригиналом. Теперь у нас есть сварочный аппарат Lincoln Electric Precision TIG 375, и мы предлагаем больше сварки алюминия, включая ремонт головки блока цилиндров. Сварка также очень удобна для чрезвычайных ситуаций в пятницу вечером; треснувший корпус термостата, из-за которого клиент может остаться без машины на выходные, можно в один миг починить с помощью сварочного аппарата TIG на месте.
Окси/ацетилен
Мы редко свариваем кислородно-ацетиленовую сварку. Мы в основном используем его для нагрева и резки.
GTAW (TIG)
Сварка TIG аналогична кислородно-ацетиленовой сварке тем, что горелку держат одной рукой, а присадку добавляют другой. Тепло может быть добавлено без добавления без добавления наполнителя. Если вы заметили плохой сплав в секции, которую вы сварили, вы можете просто вернуться и переплавить секцию. Силу тока можно регулировать с помощью ножного управления, чтобы компенсировать накопление тепла в заготовке во время сварки. Можно использовать любой наполнительный материал без необходимости замены катушек или вкладышей.
Тепло может быть добавлено без добавления без добавления наполнителя. Если вы заметили плохой сплав в секции, которую вы сварили, вы можете просто вернуться и переплавить секцию. Силу тока можно регулировать с помощью ножного управления, чтобы компенсировать накопление тепла в заготовке во время сварки. Можно использовать любой наполнительный материал без необходимости замены катушек или вкладышей.
GMAW (MIG)
Мы используем MIG для сварки стали. Это самый простой и быстрый процесс, с его помощью получаются более мелкие и привлекательные шарики, чем у оксиацетилена.
Это изображение гибкого соединения, которое мы вварили в каталитический нейтрализатор Camry 49 State. Старый гибкий шарнир треснул и начал течь. Новый преобразователь стоил 1100 долларов, только за деталь! Поскольку остальная часть трубы была в относительно хорошем состоянии, мы смогли приварить гибкое соединение вторичного рынка примерно за треть стоимости новой детали. Для этой работы мы использовали сварочный аппарат TIG, так как эта область выхлопа подвергается высоким нагрузкам, и мы хотели быть уверены, что наша работа выдержит испытание временем.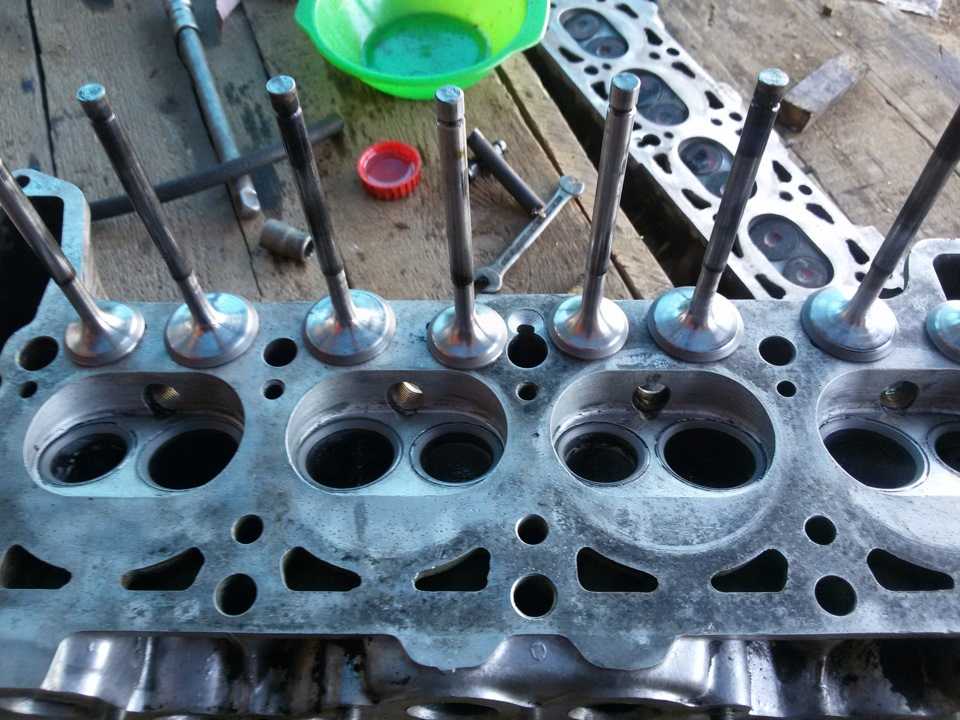 Сварочный аппарат TIG использует высокочастотный импульс для запуска дуги и иногда может повредить чувствительное электронное оборудование (хотя это очень редко). Поскольку этот автомобиль загружен электронными блоками управления, мы прикрепили гибкое соединение на место с помощью MIG, а затем приварили автомобиль к TIG.
Сварочный аппарат TIG использует высокочастотный импульс для запуска дуги и иногда может повредить чувствительное электронное оборудование (хотя это очень редко). Поскольку этот автомобиль загружен электронными блоками управления, мы прикрепили гибкое соединение на место с помощью MIG, а затем приварили автомобиль к TIG.
Это чугунный выпускной коллектор, треснувший в нескольких местах. Я использую сварочный аппарат TIG и присадочную проволоку из чистого никеля для сварки чугуна. Чугун — сложный материал для сварки, потому что он очень жесткий и скорее трескается, чем изгибается. При расплавлении (как при сварке) расширяется. Когда он остывает и сжимается, он трескается в местах, прилегающих к сварному шву. Решение заключается в медленном и равномерном предварительном нагреве всей отливки, сварке, а затем медленном и равномерном охлаждении отливки. К сожалению, наша печь не нагревается достаточно для надлежащего предварительного нагрева чугуна, поэтому мой опыт сварки чугуна был неоднозначным. Мне, как правило, гораздо больше везет со сваркой на краю или углу отливки, чем в центре.
Мне, как правило, гораздо больше везет со сваркой на краю или углу отливки, чем в центре.
Следующий список содержит операции механического цеха, которые мы передаем на аутсорсинг. Все эти операции лучше выполнять тем, кто готов инвестировать в специализированное оборудование, необходимое для надлежащего выполнения работы:
Обслуживание шатунов
Шлифовка коленчатого вала
Выравнивание расточки
Стоимость работ по клапану — в 2022 г.
Большинство бюджетных автомобилей оснащаются четырехцилиндровыми двигателями, причем этот тип двигателя начинает постепенно появляться даже в премиум-классе, высокопроизводительных агрегатах с аналогичной конструкцией. Такой двигатель может быть оснащен различными системами впуска, предполагающими использование восьми или шестнадцати клапанов.
Сколько стоит ремонт клапана?
Цена работы по замене клапана зависит от многих факторов, включая рабочее время, количество деталей, которые необходимо заменить, если они не восстановлены, и количество клапанов в вашем автомобиле. Трудно назвать точную цену за эту работу, но вы должны быть готовы заплатить больше всего за работу, так как работа с клапаном очень сложна.
Трудно назвать точную цену за эту работу, но вы должны быть готовы заплатить больше всего за работу, так как работа с клапаном очень сложна.
Однако средняя стоимость работы по замене клапана составляет почти 850 долларов США , включая семь часов работы и замену восьми клапанов. Если вам не нужно заменять клапаны и вы хотите только восстановить их поверхность, вам придется заплатить всего около 780 долларов.
Первое, что должен сделать любой механик перед тем, как приступить к работе с клапаном, это осмотреть каждую деталь, которую он очищает и восстанавливает поверхность. Будьте готовы заплатить около долларов США за каждый клапан , если вам необходимо заменить их после этой оценки.
Двигатель каждого автомобиля может иметь 8 или 16 клапанов. В зависимости от состояния клапанов вам могут порекомендовать заменить их все или только один. Вы можете в конечном итоге заплатить почти $ 80 только за детали, в зависимости от количества клапанов, которые вам придется заменить.
Вам также могут понравиться наши статьи о стоимости замены прокладок клапанов, ремонте распредвала двигателя или расточке двигателя.
При выполнении работы с клапанами головка блока цилиндров и клапанная крышка также проверяются и шлифуются. Вам придется заплатить более $500 за головку блока цилиндров и до $70 за крышку.
Бывают ситуации, когда головка блока цилиндров повреждена и подлежит замене, что приводит к увеличению стоимости. Вы можете потратить более 1550 долларов США для замены головки блока цилиндров, клапанов и прокладок крышки.
Труд — самая дорогая часть работы с клапаном. Чтобы выполнить эту работу должным образом, потребуется около 7 часов, а это означает, что каждый клапан очищается и восстанавливается, седла высверливаются и клапаны переустанавливаются. Стоимость рабочей силы составляет где-то между 75 и 155 долларов в час, а это означает, что вам придется заплатить около 790 долларов только за рабочую силу.
В приведенной ниже таблице вы найдете среднюю стоимость замены клапанов для двигателей различных марок и моделей.
В каждом автомобиле есть как минимум два клапана на каждый цилиндр. Итак, если мы проведем простую математику, мы получим 8 клапанов для 4-цилиндрового автомобиля, 12 клапанов для 6-цилиндрового автомобиля и 16 клапанов для 8-цилиндрового автомобиля. Затраты на работу клапана будут увеличиваться по мере увеличения количества клапанов.
Каждый клапан должен быть осмотрен, восстановлен, переустановлен или заменен, поэтому время, необходимое для этой работы, будет увеличиваться с каждым клапаном. Таким образом, работа клапана на 4-цилиндровом автомобиле будет стоить дешевле, чем на двигателе V6 или 8V. Вы должны ожидать, что заплатите где угодно от 420 до 820 долларов за работу клапана на V4.
Большинство больших грузовиков имеют двигатели V6 или V8 . Если у вас есть такой автомобиль, вы должны заплатить от 820 до 1550 долларов на работу клапана.
Детали клапанов двигателя
Клапан — деталь двигателя, открывающая и закрывающая отверстия газовых каналов к цилиндру двигателя или от него. Клапаны используются почти во всех четырехтактных двигателях внутреннего сгорания за некоторыми исключениями, такими как двигатель заслонки (затвора).
Клапаны двигателя контролируют, что входит в двигатель, а что выходит. Они являются жизненно важным компонентом любого автомобиля, грузовика или лодки, для эффективной работы которых необходимы системы впуска/выпуска топлива.
Детали работы клапана
Работа клапана относится к снятию головок цилиндров с двигателя для ремонта клапанов, седел и направляющих и, наконец, для восстановления контроля масла и компрессии. Эту работу можно выполнить, выполнив следующие шаги:
Во-первых, необходимо снять впускной коллектор и очистить все прокладки от мусора.
После этого головка блока цилиндров аккуратно снимается с коллектора.
Головка проверяется на наличие повреждений и трещин после пропаривания. Придется переделывать, если есть какие-либо повреждения.
Придется переделывать, если есть какие-либо повреждения.
Следующим шагом является извлечение клапанов из их седел.
Поверхность шлифуется с помощью настольного шлифовального станка с проволочным кругом.
Может потребоваться накатка или замена направляющих клапанов.
После очистки клапанов с помощью палочного шлифовального инструмента необходимо также отшлифовать седла.
Также их можно заменить или выбить.
Наконец, вы осмотрите коромысла, подъемник, пружины клапанов и толкатели, чтобы убедиться, что их не нужно заменять и что их можно использовать.
Важные моменты
Ваш автомобиль нуждается в регулярном уходе не только для эффективной работы, но и для обеспечения безопасности на дорогах. Клапаны вашего двигателя могут треснуть или погнуться, что приведет к потере мощности двигателя и сжиганию чрезмерного количества масла. Вот почему для владельцев автомобилей важно, чтобы их автомобиль проверялся каждые 80 000 миль автомехаником в дилерском центре, который специализируется на всех марках и моделях.
Если вовремя не заменить клапаны, они могут нанести более серьезный ущерб двигателю автомобиля. Если они уже повреждены, их необходимо заменить. В этом случае срок службы двигателя увеличится.
Во избежание проблем с двигателем очень важно проверять автомобиль каждый раз перед поездкой. Вы также можете провести тест холодного двигателя, оставив автомобиль на ночь на открытом воздухе, а затем проверить клапанную крышку на верхних цилиндрах.
Вам, вероятно, потребуется ремонт клапанов, если на головке цилиндров есть остатки масла.
Клапаны автомобилей с механической коробкой передач можно проверить, задействовав моторный тормоз или дроссельный тормоз. Это делается путем снятия ноги с педали газа и переключения автомобиля на более низкие передачи, пока автомобиль не остановится. После этого необходимо нажать на педаль газа.
Пора делать клапан, если из выхлопной трубы идет бело-голубой дым или прогоревший выхлоп после разгона автомобиля на остановке. Если эти признаки появляются также во время движения на холостом ходу, возможно, повреждены клапаны.
Если эти признаки появляются также во время движения на холостом ходу, возможно, повреждены клапаны.
Признаки неисправности клапанов или неисправности уплотнений клапанов
Одним из первых признаков повреждения клапанов или их уплотнений является чрезмерное потребление масла. Если вы видите, что автомобиль потребляет больше масла, чем обычно, в любой момент в течение определенного периода, обратите внимание и проверьте наличие утечек, прежде чем они могут нанести непоправимый ущерб таким важным компонентам, как поршни.
Иногда трудно найти источник утечки жидкости, и лучше починить клапан. Если после запуска двигателя и набора скорости идет белый дым, это означает одно: вероятно, повреждены сальники клапанов.
Неисправности двигателя сложно определить, но у профессионала есть инструменты и опыт, необходимые для определения неисправности. Вы обязательно должны проверить это у эксперта, если заметите какие-либо признаки чрезмерного выхлопа в вашем автомобиле или потери мощности во время вождения.