Содержание
как определить и устранить неисправности деталей двигателя?
Одним из важнейших рабочих элементов двигателя внутреннего сгорания является цилиндро-поршневая группа (ЦПГ), включающая в себя поршень с компрессионными и маслосъемными кольцами, а также гильзу цилиндра.
Детали ЦПГ работают в условиях высоких температур и повышенных нагрузок. В результате на рабочих поверхностях поршней и цилиндров возникают задиры, они быстро изнашиваются и требуют ремонта.
В данной статье мы рассмотрим самые распространенные причины выхода из строя поршней двигателя, способы профилактики проблем и их устранения.
Основные причины выхода поршней из строя
Поршень представляет собой подвижный элемент, перемещающийся между нижней и верхней точкой цилиндра. Движение поршня возникает вследствие давления газов при сгорании воздушно-топливной смеси.
В процессе работы поршень нагревается и существенно увеличивается в размерах из-за расширения металла. Избежать заклинивания внутри цилиндра позволяет консусообразная конструкция детали. Максимально увеличенная в диаметре нижняя часть поршня (юбка) нагревается и расширяется не так сильно, как головка. В результате при высоких температурах поршень приобретает цилиндрическую форму и свободно перемещается внутри цилиндра.
Избежать заклинивания внутри цилиндра позволяет консусообразная конструкция детали. Максимально увеличенная в диаметре нижняя часть поршня (юбка) нагревается и расширяется не так сильно, как головка. В результате при высоких температурах поршень приобретает цилиндрическую форму и свободно перемещается внутри цилиндра.
Охлаждению поршней способствует циркуляция моторного масла. При его дефиците ЦПГ перегревается, поршни увеличиваются в размерах и испытывают повышенное трение о стенки цилиндров. В результате на взаимодействующих поверхностях появляются многочисленные задиры, могут возникнуть заедания и заклинивания.
Возможные причины перегрева поршней:
- Нарушение циркуляции моторного масла и охлаждающей жидкости
- Выход из строя термостата
- Засорение радиатора
- Повреждение помпы
- Неисправность вентилятора охлаждения
При недостатке смазки поршневой палец приобретает синий цвет, в зоне бобышек возникают зазоры. Перегрев головки поршня между нижней частью поршня и верхней канавкой компрессионного кольца ведет к образованию задиров.
Перегрев головки поршня между нижней частью поршня и верхней канавкой компрессионного кольца ведет к образованию задиров.
Подобные неисправности могут появляться не только из-за общего перегрева двигателя, но и по причине использования несоответствующего (низкооктанового) топлива, нарушения регулировки топливных форсунок, неисправности системы зажигания и т.д.
Чрезмерно высокая температура в ЦПГ может привести к разрушению поршневых колец и их посадочных мест, появлению трещин, оплавлению днищ и прочим повреждениям, полностью выводящим поршни из строя.
Виды износа поршней
Определить необходимость ремонта или замены деталей ЦПГ можно по состоянию поршней, колец и их посадочных мест.
О том, что следует принимать меры, предупреждающие поломку двигателя, говорят следующие явления:
- Залегание поршневых колец
- Износ канавок
- Износ отверстий в бобышках
- Износ поршня по диаметру
- Трещины и задиры на юбке
- Нагар на днище поршня
Нагар с днища поршня счищается при помощи тупого металлического скребка или щетки. Из канавок он удаляется при помощи специального приспособления.
Из канавок он удаляется при помощи специального приспособления.
Определить присутствие трещин на поршне можно на слух. Для этого деталь берется за головку, а по юбке наносятся легкие удары металлическим предметом. Глухой и дребезжащий звук свидетельствует о наличии трещин.
Поршни, имеющие трещины, глубокие царапины и большой износ по диаметру, не подлежат ремонту – только замене.
Изношенные канавки протачиваются на токарном станке при помощи кольца с наружным диаметром, равным внутреннему центрирующему пояску поршня. Это позволяет устанавливать кольца большей высоты. Протачивать канавки необходимо с учетом размеров установленных ремонтных колец.
Износ отверстий в бобышках устраняется их развертыванием под увеличенный диаметр при помощи раздвижной отвертки с направляющим хвостовиком. Короткие развертки использовать нельзя, так как ими можно легко нарушить перпендикулярность оси пальца с осью поршня. После операции развертывания необходимо произвести проверку перпендикулярности на специальном устройстве.
После операции развертывания необходимо произвести проверку перпендикулярности на специальном устройстве.
Делается это следующим образом. Поршень надевается на палец устройства и придвигается вплотную к стойке. Штифт индикатора, закрепленный на стойке, должен соприкасаться с поршнем. Стрелка индикатора покажет определенное отклонение – его величину необходимо зафиксировать. Далее поршень снимается и надевается на палец другой стороной. Разница в полученных измерениях не должна превышать 0,05 мм. Если она больше, поршень забраковывается.
Если на юбку поршня было нанесено заводское защитное покрытие, которое повредилось в процессе эксплуатации, крайне желательно провести операцию по его восстановлению. Специальные антифрикционные покрытия снижают коэффициент трения, способствуют дополнительному охлаждению поверхностей и уменьшают износ деталей.
Восстановить покрытие или нанести новый защитный слой позволяют материалы, выпускаемые сегодня в качестве более простых в нанесении и эффективных альтернатив заводским составам.
Рассмотрим технологию нанесения антифрикционного покрытия на юбку поршня на примере наиболее популярного материала – MODENGY Для деталей ДВС.
Первым делом поверхность юбки тщательно очищается доступным механическим или химическим способом от прочно сцепленных загрязнений: нагара, оксидных пленок, остатков старого покрытия и пр. Затем на поршень надевается трафарет, чтобы защитить те участки, на которые попадание нежелательно.
Далее поверхность юбки заливается Специальным очистителем-активатором MODENGY, который обеспечивает высокую адгезию покрытия и максимальный срок его службы. Через 15 мин Очиститель полностью испаряется, оставляя полностью подготовленную поверхность (касаться ее руками нельзя).
Покрытие MODENGY Для деталей ДВС упаковано в удобный аэрозольный баллон, который перед использование тщательно встряхивается.
Первый слой материала наносится на поверхность с расстояния 20-30 сантиметров. Процедура производится быстрыми повторяющимися движениями. Спустя 10 минут материал приобретает матовый оттенок и позволяет наносить второй слой покрытия (при необходимости). Общая толщина защитной пленки должна составлять 10-20 мкм.
Процедура производится быстрыми повторяющимися движениями. Спустя 10 минут материал приобретает матовый оттенок и позволяет наносить второй слой покрытия (при необходимости). Общая толщина защитной пленки должна составлять 10-20 мкм.
Поршни со свежим покрытием не рекомендуется перемещать до его полной полимеризации (12 часов при комнатной температуре или 20 минут в печи при температуре +200 °C).
После завершения работ сопло распылительной головки следует обязательно прочистить. Для этого нужно перевернуть баллон вверх дном и нажать на клапан распылительной головки, направляя струю от себя. Удерживайте его в таком положении необходимо до тех пор, пока из сопла не начнет выходить чистый газ.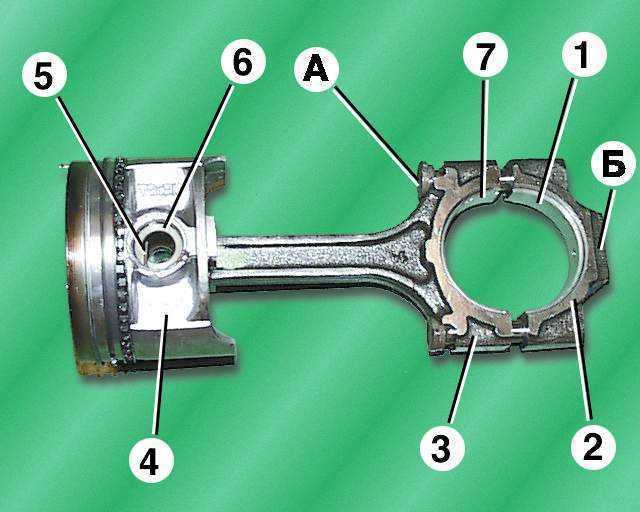
Как подобрать новый поршень и кольца?
Поршни подбираются в соответствии с ремонтным размером цилиндров. Маркировка ставится обычно на днище детали.
Каждый поршень выбирается индивидуально для получения зазора нужного размера. Его величина определяется с помощью специальной ленты-щупа, которая протягивается между цилиндром и поршнем. С противоположной от разреза юбки стороны устанавливается динамометр. Усилие на приборе при движении щупа сквозь зазор не должно превышать установленных пределов.
Проверить, правильно ли подобран поршень, легко опытным путем: деталь должна плавно перемещаться в установленном вертикально цилиндре под тяжестью собственного веса.
Помимо зазора, необходимо учитывать вес поршней – максимальная разница в весе деталей одного комплекта не должна превышать 5 грамм.
Изношенные и потерявшие упругость поршневые кольца заменяют новыми. Их ремонтный размер должен соответствовать размерам цилиндра и поршня.
Их ремонтный размер должен соответствовать размерам цилиндра и поршня.
Чтобы подобрать кольцо по цилиндру, его нужно поместить в гильзу, выровнять поршнем и при помощи щупа замерить зазор в стыке. Если он отсутствует или недостаточен, то стык увеличивается напильником. Слишком большой зазор указывает на непригодность кольца для данного цилиндра.
Для подбора по поршню кольцо «прокатывается» по канавке детали. Если зазор слишком мал, кольцо заедает. В таком случае его торцевая часть подлежит шлифовке при помощи наждачной бумаги.
Упругость новых поршневых колец проверяется специальным прибором. Величина нагрузки должна равняться значению зазора в стыке кольца, установленного в цилиндр.
Ремонт поршневой группы двигателя, особенности работ, к кому лучше обратиться
Ремонт поршневой группы должен проводиться в специализированном автосервисе грамотными мотористами, но с признаками неисправностей ЦПГ и порядком проведения работ не помешает познакомиться всем автовладельцам, в том числе и начинающим водителям.
В статье объясняется, каким образом производится замена поршневой группы, в каких случаях можно производить ремонт без снятия двигателя с автомобиля.
Информация будет полезна для автовладельцев, которые собираются ремонтировать поршневую группу автомобиля.
В автомобильном двигателе поршневая группа – важная составляющая, при возникновении в ней различных неисправностей мотор начинает неустойчиво работать, плохо развивает обороты, вследствие чего пропадает динамика автомобиля, повышается расход моторного масла.
В случае появления различного рода дефектов в цилиндро-поршневой группе (ЦПГ) двигателю требуется ремонт, и в зависимости от поломки он может быть различной сложности.
Признаки неисправности поршневой группы
Бережная эксплуатация и своевременное техобслуживание обеспечивают долгую, бесперебойную работу двигателя, но у каждого мотора есть свой ресурс, и со временем от постоянного трения детали изнашиваются.
Как правильно эксплуатировать двигатель автомобиля читайте тут https://autotopik. ru/sovet/858-kak-pravilno-ekspluatirovat-dvigatel.html.
ru/sovet/858-kak-pravilno-ekspluatirovat-dvigatel.html.
В процессе эксплуатации износу подвергаются поршневые кольца (ПК) и внутренние стенки цилиндров, от постоянной нагрузки лопаются перегородки поршней.
Основные признаки неисправной ЦПГ следующие:
- пропала динамика автомобиля, нет нормальной тяги;
- в двигателе появился металлический стук, который увеличивается под нагрузкой;
- из выхлопной трубы появляется белый или сизый дым;
- масло расходуется свыше положенной нормы, его приходится постоянно подливать.
Особенности замены поршневых колец
Если износились или поломались только кольца, ремонт ЦПГ можно произвести без демонтажа двигателя, сняв с мотора масляный поддон и головку блока цилиндров.
В этом случае снизу откручиваются гайки (болты) шатунных крышек, и поршни вместе с шатунами выбиваются из гильз цилиндров.
Но ремонт таким методом возможен лишь тогда, когда на цилиндрах нет выработки или значимых повреждений (задиров, борозд, выбоин).
При демонтаже ЦПГ производится осмотр поршней, они не должны иметь задиров, сколов и трещин.
Если поршни не меняются, обязательно следует прочистить канавки, в которые поршневые кольца устанавливаются.
Нагар, оставшийся в канавках, не позволит кольцам нормально разместиться по своим местам, и они при установке поршней в цилиндры легко могут сломаться.
При наличии повреждений внутренних стенок цилиндров замена ПК на месте нецелесообразна, здесь уже необходимо снимать двигатель, растачивать блок.
Но в двигателях со съемными гильзами цилиндро-поршневая группа меняется, и в составе автомобиля, такую операцию возможно осуществить на моторах ЗМЗ-402/4021, УМЗ-417, УЗАМ-331/ 3317/ 3318 и др.
Особенности замены поршней
Поменять поршни также можно, не снимая двигателя, замена требуется в случаях их повреждения, и если зазор между поршнем и внутренней стенкой цилиндра составляет более 0,15 мм.
Зазор замерить просто:
- поршень без колец опускается в гильзу;
- замер производится щупом между стенкой цилиндра и серединой юбки поршня.


Посадка поршневого пальца может быть холодной (плавающей) и горячей, для соединения поршня с шатуном используют специальные съемники, или при горячей посадке нагревают шатуны (охлаждают поршни).
Где проводить ремонт поршневой группы
В автосервисе ремонт поршневой группы двигателей стоит не дешево, поэтому многие автовладельцы обращаются к местным «кулибиным», которые разворачивают свои мини автомастерские в гаражных кооперативах.
В данном случае люди полагаются на отзывы об мастере, ну а дальше уже как повезет.
Автосервисы же стараются держать опытных мотористов, которые могут провести ремонт двигателя любой сложности.
Как правило они:
- знают все нюансы в своей работе;
- быстро определяют причину поломки;
- меняют только те детали, которые реально нуждаются в замене;
- на профессиональном уровне восстанавливают работоспособность силового агрегата в короткие сроки;
- дают гарантию на свои работы.
Грамотный ремонт ДВС – это залог здоровья «сердца» вашего автомобиля, и доверив мотор специалистам, вы можете быть уверены, что он длительное время будет работать бесперебойно и тихо, радовать высокой мощностью и отличной динамикой.
Ну а если ситуация с двигателем не настолько сложная, как описано выше, то можно сделать раскоксовку двигателя.
Это продлит срок работы последнего на несколько тысяч километров.
Инновации — Поршневая группа
Инновация
Электрика + батарея
Powertrain + охлаждение
Interior
Exther
Chassis
Non -Auto
Это то, что мы сделаем
Инновация + творчество
2
2
. вы применяете творческий подход и инновации к каждому аспекту вашего бизнеса, вы можете опережать меняющийся рынок и конкуренцию. Когда вы сотрудничаете с компанией Piston Group, вы получаете больше, чем просто свежие идеи и перспективы, вы получаете конкурентное преимущество.
Innovation + Creativity
Electrical + Battery
Powertrain + Cooling
Interior
Exterior
Chassis
Non-Automotive
Electrical + Battery
ПОСМОТРЕТЬ ПРОДУКЦИЮ
Будущая емкость высоковольтной батареи
0,000
Блоки высоковольтных аккумуляторных батарей / Год
Зарядка вперед
Быстрый переход к электрификации автомобилей меняет представление о трансмиссии и производственной среде.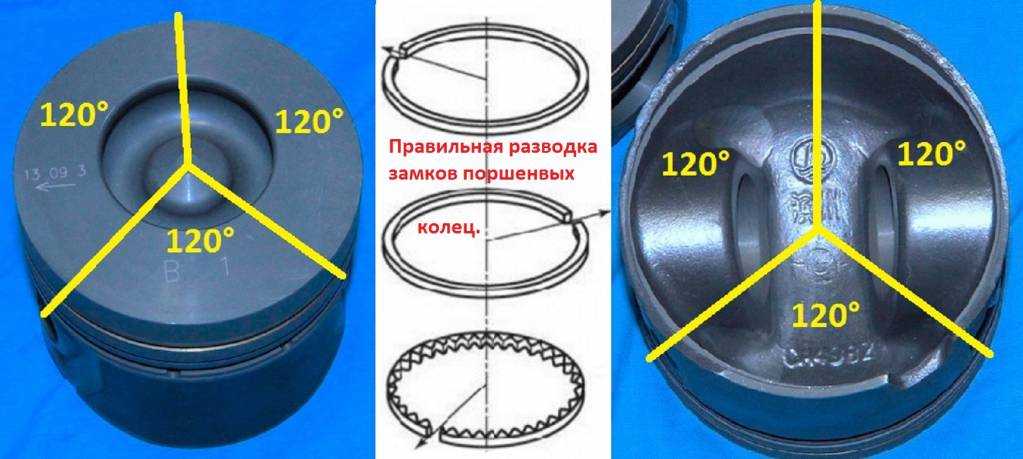 Компании Piston Group обладают обширным производственным опытом для поддержки аккумуляторных электромобилей нового поколения и гибридных электромобилей с подзарядкой от сети. Наши проверенные решения обеспечивают надежность, начиная с точной сборки и заканчивая функциональной проверкой упаковки и проверкой герметичности.
Компании Piston Group обладают обширным производственным опытом для поддержки аккумуляторных электромобилей нового поколения и гибридных электромобилей с подзарядкой от сети. Наши проверенные решения обеспечивают надежность, начиная с точной сборки и заканчивая функциональной проверкой упаковки и проверкой герметичности.
Мы гордимся тем, что участвуем в технологиях, которые уменьшают изменение климата и смога, улучшают здоровье населения и снижают экологический ущерб. Когда дело доходит до электрификации автомобилей, команда Piston Group далеко впереди.
Посетите Поршень Auto
Силовой агрегат + охлаждение
ПОСМОТРЕТЬ ПРОДУКЦИЮ
Объем пресс-формы для литья под давлением
0 млн.
Циклов/год
Идеальное сочетание
В салоне и под капотом системы климат-контроля и охлаждения трансмиссии поддерживают идеальную температуру для пассажиров и трансмиссии автомобиля. Идеальное сочетание технологии продукта и производственного интеллекта, каждая система создана для обеспечения оптимальной производительности.
Идеальное сочетание технологии продукта и производственного интеллекта, каждая система создана для обеспечения оптимальной производительности.
Компании Piston Group разрабатывают и производят высококачественные системы климат-контроля HVAC, системы охлаждения трансмиссии и компоненты, используя самые современные технологии и исключительно высокие производственные стандарты.
Посетите Поршень Auto
Посетите DTS
Интерьер
ПОСМОТРЕТЬ ПРОДУКЦИЮ
Внутренние модули
0,4 млн.
Модули/год
Daily Cut + Sew
0,000
Штук
Мастерство внутри
Мастерство и привлекательность салона автомобиля — второй по значимости фактор, влияющий на решение потребителей о покупке. Благодаря автомобильному наследию, которое началось в 1922 году, компании Piston Group заработали устойчивую репутацию в области создания фирменных систем внутренней отделки.
Благодаря автомобильному наследию, которое началось в 1922 году, компании Piston Group заработали устойчивую репутацию в области создания фирменных систем внутренней отделки.
От изысканно сшитых чехлов для сидений до функциональных козырьков и консолей — каждая деталь тщательно продумана, чтобы обеспечить идеальную посадку, ощущение и гармонию интерьера. Компании Piston Group обеспечивают незабываемые впечатления от вождения от концепции до чуда производства.
Посетите Поршень Авто
Посетите Ирвин
Внешний вид
ПОСМОТРЕТЬ ПРОДУКЦИЮ
Вместимость
0 млн.
Модульный объем
Стиль и профессионализм
Внешние системы автомобилей постоянно совершенствуются, адаптируясь к новым тенденциям в области дизайна и повышая безопасность и стандарты CAFÉ.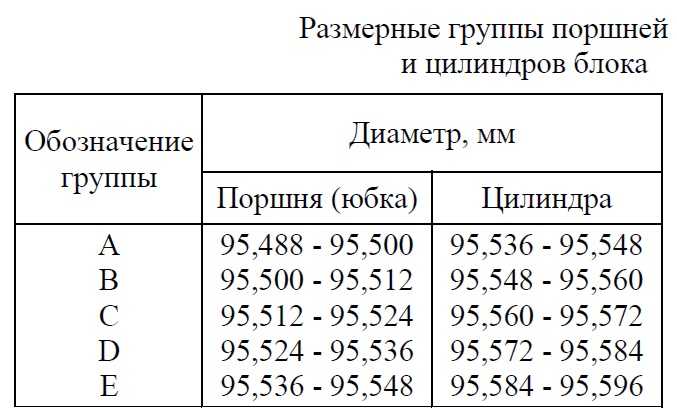 Усовершенствованные системы включают в себя интеллектуальные датчики, динамические передние решетки и технологии адаптивного поглощения энергии.
Усовершенствованные системы включают в себя интеллектуальные датчики, динамические передние решетки и технологии адаптивного поглощения энергии.
Компании Piston Group производят полный ассортимент внешних модулей и решеток в сборе. Наши отмеченные наградами процессы обеспечивают превосходную производительность и мастерство изготовления ведущих фирменных табличек.
Посетите Поршень Авто
Шасси
ПОСМОТРЕТЬ ПРОДУКЦИЮ
Вместимость
0,2 миллиона
Модульный объем
Отзывчивое управление
Идеально настроенные системы шасси обеспечивают превосходную управляемость, отзывчивость и комфорт при езде. Каждая система спроектирована таким образом, чтобы подавлять крен кузова и обеспечивать точное управление на поворотах и торможение. Достижения в области облегчения транспортных средств, ADAS и технологий активной подвески делают системы шасси одним из самых динамичных сегментов транспортных средств.
Достижения в области облегчения транспортных средств, ADAS и технологий активной подвески делают системы шасси одним из самых динамичных сегментов транспортных средств.
От легких узлов рамы до осей и тормозных колодок компании Piston Group производят лучшие в своем классе модули шасси и узлы, обеспечивающие быстрое управление легковыми автомобилями, кроссоверами, грузовиками и внедорожниками.
Посетите Поршень Авто
Неавтомобилестроение
Матрасы
ПОСМОТРЕТЬ ПРОДУКЦИЮ
0,000+
Штук в неделю
Опыт Качество
A. Lava — крупнейший производитель чехлов «Сделано в США» для постельных принадлежностей. Собственная команда дизайнеров и команда разработчиков новых продуктов создают высококачественные чехлы на молнии, стеганые компоненты и одежду. Являясь ведущим производителем швейных и швейных изделий в США, мы располагаем самым современным раскройным и швейным оборудованием, а также специализированным оборудованием, включая вышивальное, термотрансферное, многоигольное стегальное и проволочное стегальное оборудование.
Обладая более чем 100-летним опытом, наш опыт был использован во всей отрасли в контрактном производстве, включая сборку продукции, упаковку рулонов и выполнение DTC.
Посещение A. Lava от Irvin
У нас есть 23 оборудования с более чем 3,5 миллионами квадратных футов
Место
«, из специального чугуна
Гильзы устанавливаются ремнями безопасности в отверстия блока цилиндров и запрессовываются сверху через буртик и прокладку головками цилиндров
Выступ буртика гильзы над поверхностью блока цилиндров на двигателях:
ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 — 1,6 +0,035 / -0,065 мм.
ЯМЗ-238БЭ, ЯМЗ-238ДЭ — 0,1 +0,065 / -0,035 мм.
На двигатели ЯМЗ-238БЭ, ЯМЗ-238ДЕ могут быть установлены вкладыши со следующими конструктивными особенностями:
Поверхности втулки фосфатированы.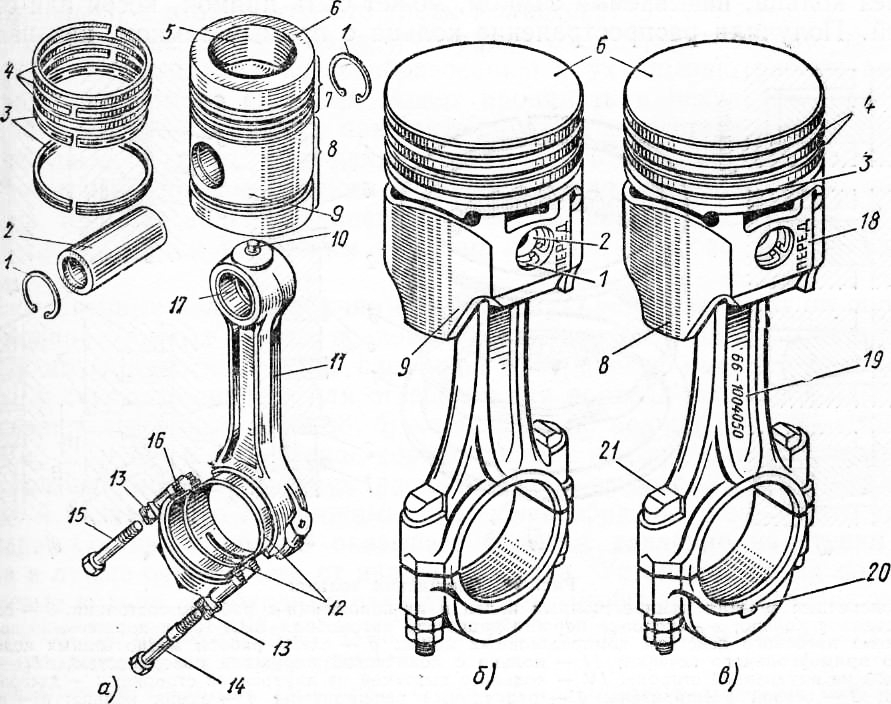
Фосфатированный слой улучшает характеристики притирки, повышает износостойкость поверхности, снижает вероятность истирания.
Внешнее отличие фосфатированного рукава от нефосфатированного — значительно более темный (от темно-серого до черного) цвет внешней поверхности.
Верхний конец буртика втулки выполнен выступающей частью к внутренней поверхности втулки (под асбостальную прокладку газового стыка) с высотой буртика 12,1 мм.
В нижней части втулки имеются три канавки для антикавитационных и уплотнительных резиновых колец.
Втулка 236-1002021-А
Конструктивные особенности аналогичны предыдущей, но на поверхности втулки нет фосфатного покрытия.
Втулка фосфатированная 7511.1002021-01 устанавливается на двигатели ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2.
Верхний конец хомута выполнен выступающей частью к наружной поверхности (под металлическую прокладку газового стыка) с высотой хомута 90,6 мм.
На верхней посадочной поверхности сделан паз для установки резинового уплотнительного кольца.
В нижней части втулки имеются три канавки для антикавитационных и уплотнительных резиновых колец.
По величине внутреннего диаметра втулки делятся на размерные группы:
маркировка
| Минимум интерьер диаметр, мм |
|---|---|
А | 130,00-130,02 |
Б | 130,02-130,04 |
Ж | 130,04-130,06 |
Размерная группа указана на нерабочей поверхности плеча рукава.
Поршни (рис. 2) отлиты из эвтектического алюминиево-кремниевого сплава.
Поршень охлаждается маслом из стационарной форсунки.
Юбка поршня имеет насечку для охлаждающей форсунки. В днище поршня выполнена камера сгорания.
Поршни 7511.1004015-10 с 3 канавками под поршневые кольца (две компрессионные и одна маслосъемная) устанавливаются на двигатели ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2.
Канавка под верхнее компрессионное кольцо выполнена во вставке из жаропрочного чугуна (типа нирезист).
Камера сгорания смещена на 5 мм, боковая поверхность подрезана и имеет вытеснитель.
На днище имеются пазы для газораспределительной арматуры.
Высота от низа до оси пальца 85 мм. Диаметр поршневого пальца 52 мм.
Поршни 7511.1004015-01 с центральной камерой сгорания и измененными канавками клапанов устанавливаются на двигатели ЯМЗ-238ДЕ2 (индивидуальные головки).
Остальное как на предыдущем поршне.
На двигатели ЯМЗ-238БЭ, ЯМЗ-238ДЭ могут устанавливаться поршни со следующими конструктивными особенностями:
1. Поршень 238НБ-1004015-Б4 с 4 канавками под поршневые кольца (три под компрессионные и одна под маслосъемные).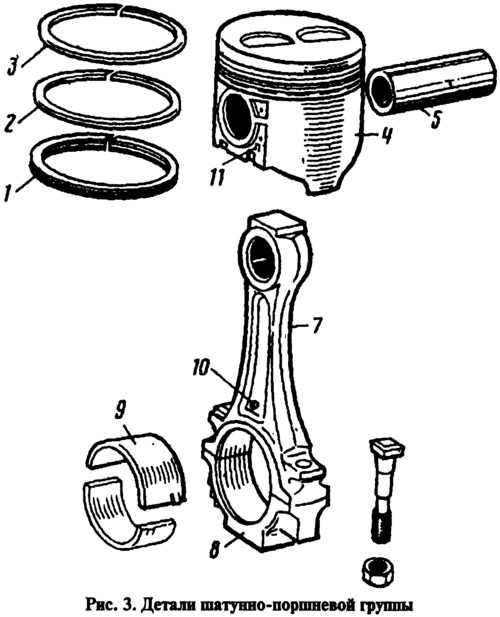
Канавка под верхнее компрессионное кольцо выполнена во вставке из жаропрочного чугуна (типа нирезиста) с целью повышения износостойкости.
Камера сгорания смещена на 5 мм, боковая поверхность подрезана и имеет вытеснитель.
Высота от низа до оси пальца 100 мм.
Поршневой палец диаметром 50 мм.
2. Поршень 238НБ-1004015 отлит из заэвтектического алюминиево-кремниевого сплава и аналогичен предыдущему, но не имеет «нирезистовой» вставки под верхнее компрессионное кольцо.
Камера сгорания, смещенная на 5 мм, без вытеснителя.
Поршень поставляется с гильзой для ЗИП в комплектах 238НБ-1004008 и 238НБ-1004005-А3.
По диаметру юбки поршни делятся на размерные группы:
Маркировка | Диаметр юбки поршня, мм | |
|---|---|---|
Обозначение поршня | ||
| 238НБ-1004015-Б4, 238НБ-1004015 | 7511. 7511.1004015-10 |
АНБ | 129,80-129,82 | 129,85-129,87 |
БНБ | 129,82-129,84 | 129,87-129,89 |
ЖНБ | 129,84-129,86 | 129,89-129,91 |
 1004015-01, д.
1004015-01, д.Размерная группа указана на головке поршня.
Кольца поршневые из специального чугуна, разъемные, хромированные, устанавливаются в канавки поршня.
В зависимости от задачи, выполняемой в рабочем процессе, кольца имеют различную конструкцию и устанавливаются на поршень комплектом в определенном порядке.
На поршни можно устанавливать следующие комплекты колец:
Комплект трех колец 7511.
 1004002, где:
1004002, где:
− первое сжатие имеет в поперечном сечении двустороннюю трапецию со смещенной вниз бочкообразной хромированной рабочей поверхностью. Кольцо № 7511.1004030
− второе компрессионное кольцо прямоугольного сечения, минутное с хромовым покрытием. Кольцо № 7511.1004032
− маслосъемное кольцо коробчатого сечения с хромированными рабочими кромками и пружинным расширителем. Номер кольца 7511.1004034
Комплект из четырех колец для заводской установки, который входит в комплект 238В-1004005, где:
− первое сжатие имеет в сечении одностороннюю трапецию.
Рабочая поверхность покрыта твердым хромом. Номер кольца 236-1004030-Б.
− второе и третье компрессионные кольца имеют в сечении одностороннюю трапецию, мин. Кольцо № 236-1004032-А3
− кольца маслосъемные коробчатого сечения с хромированными рабочими кромками и пружинным расширителем. Номер кольца 236-1004034
Комплект четырех колец 236-1004002-А4, где:
− первое сжатие имеет в сечении одностороннюю трапецию.
Рабочая поверхность хромирована пористым хромом. Кольцо № 236-1004030-А2
− второе и третье компрессионные кольца имеют в сечении одностороннюю трапецию, мин. Кольцо № 236-1004032-А3
− кольца маслосъемные коробчатого сечения с хромированными рабочими кромками и пружинным расширителем. Номер кольца 236-1004034
При установке поршневых колец обратите особое внимание на их правильное положение. Слово «Верх» должно быть обращено к нижней части поршня.
Поршень и втулка должны быть выбраны из одной и той же размерной группы во время сборки, чтобы обеспечить точную посадку.
Допускается установка комплектов гильза-поршень разных размерных групп в разные цилиндры двигателя.
Маркировка картридж ящика | Маркировка поршень |
|---|---|
А | АНБ |
Б | БНБ |
Ж | ЖНБ |
Поршневой палец двигателей ЯМЗ-238БЭ, ЯМЗ-238ДЭ — полый, плавающего типа с цементируемой наружной поверхностью.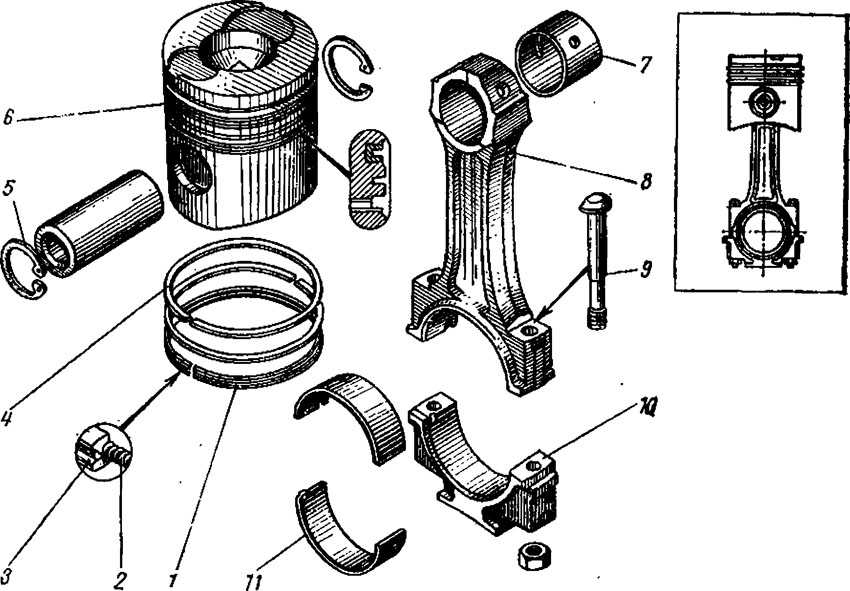
Штифт устанавливается в отверстие в поршне. Осевое перемещение пальца ограничивается стопорными кольцами, установленными в специальные канавки в бобышках поршня.
Поршневой палец двигателей ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 азотирован, имеет увеличенный наружный диаметр (рис. 5).
ВАРИАНТЫ КОМПЛЕКТАЦИИ ВТУЛКА — ПОРШЕНЬ — ПОРШНЕВЫЕ КОЛЬЦА
По конструктивным особенностям:
Рукав | Набор колец | Поршень |
|---|---|---|
ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 (общие ГБЦ) | ||
| Для металлической облицовки 7511.1002021-01 | 3 кольца набор 7511.1004002 | Смещение камера сгорания 7511.1004015-10 |
ЯМЗ-238ДЕ2 (головки цилиндров отдельные) | ||
| Для металлической облицовки 7511. | 3 кольца набор 7511.1004002 | Из центрального камера сгорания 7511.1004015-01 |
ЯМЗ-238БЭ, ЯМЗ-238ДЭ (общие головки блока цилиндров) | ||
Базовая опция | ||
Фосфат 236-1002021-А5
| 4 кольца толстый хром (заводское оборудование) | С 4 канавками и с нерезистивной вставкой 238НБ-1004015-Б4 |
Допустимые варианты (при ремонте двигателя) | ||
| Не фосфатированный 236-1002021-A
| 4 кольца с пористым хромом 236-1004002-А4
| С 4 канавками и с вставкой из нирезиста 238NB-1004015-B4 или без вставки 238NB-1004015 |
 1002021-01
1002021-01 В эксплуатации при ремонте работающих двигателей допускается установка новых поршневых колец в старую гильзу цилиндра, находящуюся в исправном состоянии, при этом используется только комплект поршневых колец с пористым хромом 236-1004002-А4. Другие варианты не допускаются
Другие варианты не допускаются
Замена поршневых колец
Для замены поршневых колец сначала демонтируйте поршень с шатуном со снятой головкой блока цилиндров и поддоном.
Двигатели оснащены поршнями с масляным охлаждением.
При демонтаже поршневой группы на указанных двигателях сначала снимите форсунки охлаждения поршней, чтобы не повредить их.
Для облегчения снятия поршня очистить от нагара верхний пояс гильзы.
Отверните болты крышки шатуна, снимите крышку и выньте поршень в сборе с шатуном через цилиндр.
Для отсоединения шатуна от поршня снимите стопорные кольца поршневого пальца, нагрейте поршень в масляной ванне до 80ºС и снимите поршневой палец.
Для снятия поршневых колец наденьте пассатижи (рис. 6) на кольцо, вставьте губки 2-х пассатижей в замок кольца и, сжав ручки 3-х пассатижей до упора, осторожно снимите кольцо из канавки и снимите ее с поршня (рис. 7).
Установите поршневые кольца в обратном порядке.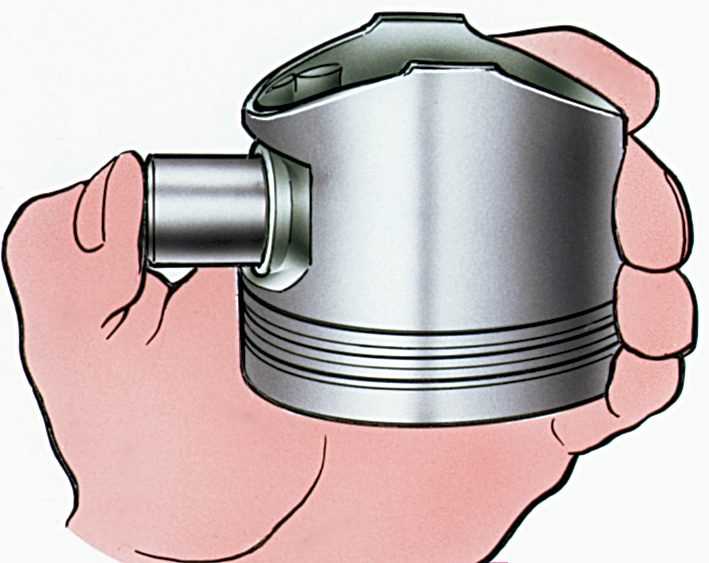
Тщательно очистить поршень от нагара, оберегая его от повреждений (особенно торцевые поверхности канавок под поршневые кольца).
Перед сборкой тщательно промойте все детали и продуйте масляные каналы сжатым воздухом.
Собрать поршень пальцем, слегка нажимая рукой, при этом необходимо обильно смазать отверстие в поршне и палец моторным маслом.
Не допускается запрессовка пальца в поршень.
Для установки поршня в сборе с поршневыми кольцами и шатуном в гильзу цилиндра предварительно спрессуйте кольца, утапливая их в канавки поршня.
Для сжатия колец используйте оправку (рис. 8) с конической внутренней поверхностью и уступом, позволяющим правильно центрировать оправку на гильзе цилиндра.
Установив поршень в оправку, вдавите его в гильзу цилиндра.
При сборке поршня с шатуном и установке их на двигатель выполнять следующие требования:
- 1. Поршень и гильза должны быть одной размерной группы.
- 2.
