Головка двигателя — устройство, обслуживание и ремонт. Головки цилиндров
головка двигателя
Головка двигателя, или головка блока цилиндров (ГБЦ) наряду с газораспределительным механизмом (ГРМ) является одной из важных деталей и от неё зависит не только мощность и экономичность мотора, но и его долговечность. В этой статье, рассчитанной больше для новичков, я постараюсь подробно описать устройство, обслуживание и ремонт головки, а также все нюансы связанные с ней. Ну а если кто то из уважаемых читателей захочет ознакомиться с каким то нюансом более подробно, то я для этого установил в этой статье несколько ссылок, перейдя по которым можно будет попасть на более подробную статью.
 Прежде чем перейти к обслуживанию или ремонту, для начала рассмотрим изготовление и устройство головки простейшего восьми-клапанного мотора. И только изучив устройство ГБЦ простейших двигателей, затем не возникнет сложностей в обслуживании более сложных головок 16 клапанных двигателей. Хотя, головка с 16 клапанами и ещё одним распределительным валом не такая уж и сложная и по сути представляет собой как бы сдвоенную 8-ми клапанную «голову», но не будем забегать вперёд. Изучив устройство простейшей головки, любой начинающий автовладелец, или ремонтник, без труда сможет провести её обслуживание или ремонт своими силами у себя в гараже
Прежде чем перейти к обслуживанию или ремонту, для начала рассмотрим изготовление и устройство головки простейшего восьми-клапанного мотора. И только изучив устройство ГБЦ простейших двигателей, затем не возникнет сложностей в обслуживании более сложных головок 16 клапанных двигателей. Хотя, головка с 16 клапанами и ещё одним распределительным валом не такая уж и сложная и по сути представляет собой как бы сдвоенную 8-ми клапанную «голову», но не будем забегать вперёд. Изучив устройство простейшей головки, любой начинающий автовладелец, или ремонтник, без труда сможет провести её обслуживание или ремонт своими силами у себя в гараже
Головка двигателя — изготовление и устройство.
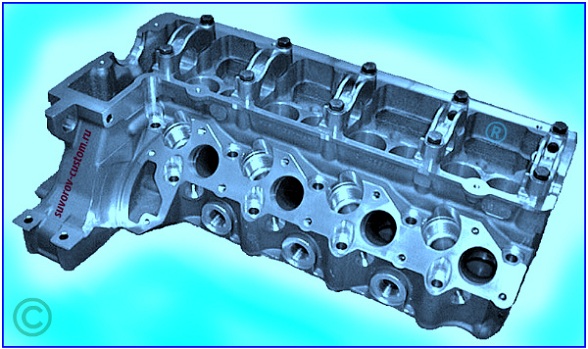
Головка блока большинства современных двигателей представляет из себя достаточно толстую плиту, отлитую из лёгкого алюминиевого сплава (на некоторых более древних моторах для материала головки использовали чугун). После отливки заготовки будущей ГБЦ, на ней фрезеруют плоскости сопряжения с блоком цилиндров и с клапанной крышкой, а также с высокой точностью растачивают нужные посадочные отверстия для постелей распределительного вала в опорах постелей (у большинства головок четырёхцилиндровых восьми-клапанных моторов имеются пять опор постелей).
Опоры постелей распределительного вала изготавливают разъёмными (из двух половин) и верхняя половина растачивается в корпусах постелей (подшипников скольжения), а нижняя опора изготавливается как одно целое с корпусом головки двигателя. Конечно же, чтобы достичь идеальной точности отверстий под подшипники распределительного вала, отверстия в опорах растачивают в сборе с корпусами подшипников и поэтому они не взаимозаменяемы. То есть головку цилиндров любого двигателя можно заменять только в сборе с корпусами подшипников скольжения для распредвала.
Ну а газораспределительные впускные и выпускные каналы делают изначально в момент отливки корпуса головки (современные не отливают, а фрезеруют из цельного куска материала — см. видео ниже), ну и далее шлифуют плоскости на их выходе, для крепления впускного и выпускного коллекторов, ну и сверлят отверстия и нарезают резьбу, под шпильки для крепления обоих коллекторов (впускного и выпускного). С другого конца впускных и выпускных каналов растачивают (фрезеруют) посадочные места под запрессовку сёдел клапанов, которые выполняют из жаростойких сплавов.
В районе сёдел клапанов сначала растачивают сферические камеры сгорания, количество которых зависит от количества цилиндров в блоке двигателя, а после расточки камер сгорания уже делают посадочные места под сёдла клапанов и высверливают отверстия для запрессовки направляющих втулок клапанов. А глубина камер сгорания напрямую зависит от степени сжатия конкретного двигателя и чем больше степень сжатия, тем меньше глубина камер сгорания.
Сам процесс изготовления головки двигателя из цельной болванки алюминиевого сплава, на современном фрезерном центре, желающие могут посмотреть в видеоролике чуть ниже.

Головка двигателя — привод клапанов ВАЗ 2108, 09, 10 и т.д.1 — корпус головки, 2 — клапан, 3 — толкатель, 4 — клапанная крышка, 5 — кулачок распредвала, 6 — регулировочная шайба, 7 сальник клапанов.
Механизм привода клапанов (механизм газораспределения).
В любой головке двигателя имеется механизм привода клапанов, или как его ещё называют — газораспределительный механизм (сокращённо ГРМ). Этот механизм служит для открытия и закрытия в нужный момент впускных и выпускных клапанов. Клапаны 2 (см. рисунок слева) на более современных машинах (в том числе и на наших восьмёрках, девятках и последующих моделях ВАЗ) приводятся в действие непосредственно давлением кулачков распредвала, через цилиндрические толкатели 3.
А в специальное гнездо толкателя вставляется регулировочная шайба 6, с помощью которой производят изменение (регулировку) клапанного зазора — о регулировке зазоров клапанов с помощью таких шайб я написал отдельную подробную статью вот тут, а регулировку зазоров клапанов на более современных двигателях с системой VTEC, желающие могут почитать вот здесь.
Cнятие и установка головки двигателя автомобиля.
Прежде чем начинать ремонт головки цилиндров двигателя её необходимо снять. Как правило головку отделяют от блока мотора, если необходимо удалить нагар с поверхности камер сгорания и тарелок клапанов, ну или заменить клапаны, или направляющие втулки клапанов. Обо всех этих операциях я уже писал у себя на сайте, например вот в этой статье. Ну а сальники клапанов на большинстве моторов можно заменить и не снимая головки (о замене сальников клапанов подробно описано вот тут).
Далее я опишу последовательность действий при снятии головки двигателя на примере восьми-клапанного двигателя отечественных восьмёрок и девяток, но на других автомобилях с подобными моторами последовательность действий не сильно отличается (ну разве что за исключением некоторых мелочей).
Для начала следует установить машину на подъёмник (или подогнать к смотровой яме в гараже) и для безопасности снять минусовую клемму с аккумуляторной батареи.
- Далее следует выкрутить пробки радиатора и блока цилиндров и слить охлаждающую жидкость.
- Откручиваем гайки шпилек и отсоединяем выпускной коллектор.
- Снимаем кронштейн патрубка насоса охлаждающей жидкости.
- Снимаем воздушный фильтр, предварительно отсоединив шланги вентиляции картера от клапанной крышки и карбюратора.
- Снимаем патрубок подачи тёплого воздуха от терморегулятора воздушного фильтра, а карбюратор желательно закрыть пластиковой технологической крышкой, или хотя бы полиэтиленовым пакетом.
- Снимаем со свечей зажигания высоковольтные провода, а так же снимаем их с распределителя зажигания.
- Отсоединяем провода от датчика контрольной лампы давления масла и от датчика указателя температуры охлаждающей жидкости, а так же от карбюратора.
- Отсоединяем от топливного насоса топливный шланг, так же снимаем с штуцера карбюратора трубку слива бензина.
- Отсоединяем от штуцера впускного коллектора трубку эконометра, а так же шланг идущий к вакуумному усилителю тормозов.
- Отсоединяем шланг от отводного патрубка рубашки охлаждения мотора.
- Отсоединяем от двигателя тросики привода дроссельных и воздушной заслонок карбюратора.
- Снимаем клапанную крышку головки двигателя, а так же пластиковый кожух ремня ГРМ.
- Переключаем рычаг коробки передач в нейтральное положение и проворачиваем по часовой стрелке коленвал двигателя (например накидным ключом за болт шкива на коленвалу) в такое положение, при котором метка на маховике (видна в лючке картера сцепления) установилась напротив среднего деления шкалы. А метка на шкиве распредвала при этом должна находиться напротив специальной метки на заднем кожухе ремня ГРМ.
- Откручиваем гайку крепления валика натяжного ролика и снимаем валик вместе с роиком и дистанционной шайбой, далее снимаем ослабший ремень ГРМ со шкивов коленвала и распредвала.
- Удерживая специальным приспособлением (его номер 67.7811.9509) шкив распредвала от прокручивания, откручиваем болт крепления шкива и снимаем его с цапфы распредвала вместе с шпонкой.
- Откручиваем гайку крепления заднего кожуха к головке двигателя и снимаем кожух.
- Откручиваем болты крепления головки цилиндров к блоку мотора, в последовательности, показанной на фото ниже и аккуратно обстучав головку пластиковой киянкой, отделяем головку от блока и снимаем вместе с прокладкой головки и блока. Эту прокладку (между блоком и головкой) повторно применять нельзя и её можно сразу выкинуть.
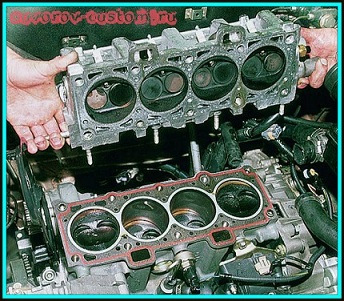
Установив новую прокладку, ставим головку на место

последовательность откручивания болтов головки двигателя
После ремонта головки устанавливаем её на место с новой прокладкой и собираем
всё в обратной последовательности, прижав головку цилиндров к блоку с помощью болтов и динамометрического ключа с положенным моментом, указанным в мануале вашего двигателя.
Перед установкой штатных болтов крепления головки к блоку, советую измерить их длину c помощью штангенциркуля и если болты крепления головки вытянулись так, что их длина превышает 135,5 мм, то такие болты использовать не советую, их следует заменить новыми. Иначе любой уставший болт при затяжке (или после её) может лопнуть в любой момент и выкрутить его будет не так то просто.
Но не это главное, а то, что лопнуть болт (или два) может во время эксплуатации машины и охлаждающая жидкость может начать просачиваться в картер и начать смешиваться с моторным маслом. А это может привести к печальным последствиям (кому интересно к каким — читаем тут).
После установки головки двигателя на своё место и затяжки болтов с положенным моментом и в правильной последовательности, показанной на рисунке слева, далее следует отрегулировать натяжение ремня с помощью специального приспособления, описанного в этой статье, и затем нужно будет проверить и отрегулировать клапанные зазоры (о регулировке клапанов подробно здесь).
Ну а ниже я подробно опишу разборку и сборку головки цилиндров двигателя переднеприводных Вазов с восьмиклапанным газораспределением, но разумеется почти так же можно произвести разборку и сборку головки и на других автомобилях с подобными двигателями, в том числе и иномарках.
Разборка и сборка головки двигателя.
Разборка. Естественно, если вам требуется заменить какую либо одну изношенную деталь, то можно не разбирать полностью головку цилиндров, а снять только ту деталь, которую нужно заменить новой. Но всё же я опишу полную разборку и сборку, так как это может пригодиться в некоторых случаях (например при капремонте).
Укладываем головку двигателя на чистый верстак, откручиваем крепёжные винты и снимаем карбюратор с проставкой, а так же теплоизолирующий экран карбюратора, если он есть. Далее снимаем выпускной коллектор, если он не был снят заранее ешё под капотом.
Так же, если не были сняты заранее, отсоединяем отводной патрубок рубашки охлаждения двигателя, выкручиваем датчик указателя температуры охлаждающей жидкости и датчик давления масла, а так же выкрутите свечи зажигания.
Далее откручиваем болты крепления постелей распредвала, желательно пометив где какой болт стоял и снимаем корпуса подшипников (крышки постелей) распределительного вала и далее вынимаем сам распредвал и снимаем сальник распредвала. Обо всех этих операциях я уже писал в статьях про замену распредвала и про ремонт постелей распредвала.
Затем вынимаем их отверстий в головке толкатели клапанов с регулировочными шайбами. Надавив на торцы клапанов с помощью рассухаривателя и сжав клапанные пружины, извлекаем сухарики, пружины с тарелками, сальники клапанов и опорные шайбы пружин, ну и далее перевернув головку двигателя, вынимаем клапана из отверстий направляющих втулок клапанов.
Сборка головки цилиндров. Отремонтировав головку (о ремонте я напишу чуть ниже) собираем всё в обратной последовательности:
- устанавливаем опорные шайбы пружин на место.
- смазываем моторным маслом стержни клапанов и новые сальники клапанов.
- надеваем с помощью оправки на направляющие (с обратной стороны головки) новые сальники клапанов (об этом я подробно писал в статье замена сальников клапанов — ссылка выше).
- вставляем со стороны камер сгорания клапана в отверстия направляющих втулок и новых сальников клапанов. Новые сальники зафиксируют клапана от выпадания.
- устанавливаем пружины и тарелки пружин и далее сжимая пружины с помощью рассухаривателя, устанавливаем сухарики в свои посадочные места.
- вставляем далее в отверстия головки двигателя толкатели клапанов с регулировочными шайбами.
- очистив плоскости сопряжения головки и корпусов подшипников от остатков прокладки, грязи и масла.
- смазываем чистым моторным маслом опорные шейки и кулачки распредвала и укладываем его в постели в таком положении, чтобы кулачки первого цилиндра были направленны вверх.
- устанавливаем сверху на свои места корпуса подшипников распредвала (крышки постелей) и затягиваем их в два приёма, как показано на рисунке ниже.
- предварительно затягиваем крепёж до прилегания поверхностей корпусов подшипников к плоскостям головки двигателя, при этом следим за тем, чтобы установочные втулки корпусов (если они есть) свободно вошли в свои посадочные отверстия.
- далее в той же последовательности окончательно затягиваем крепёж с помощью динамометрического ключа с положенным моментом (для восьмёрок и девяток ВАЗ момент 21,6 Н•м (2,2 кгс·м)).
- устанавливаем новый сальник распределительного вала, предварительно смазав его рабочие кромки чистым моторным маслом — подробно об этом читаем тут.
- остальное навесное оборудование устанавливаем на головку в последовательности, обратной разборке.

Очерёдность затяжки динамометрическим ключом болтов постелей распредвалов.
Головка двигателя — диагностика технического состояния и ремонт.
О ремонте головки двигателя я уже написал несколько статей, ссылки на которые будут опубликованы чуть ниже. А в этой статье я напишу лишь основное, что касаемо проверки технического состояния и ремонта, а так же о том, о чём я не писал в других статьях.
Ремонт треснувшей головки цилиндров.
Ремонт головки двигателя.
Ремонт постелей распредвала.
Восстановление и ремонт сёдел клапанов.
Притирка клапанов.
Ремонт резьбового отверстия в головке для свечи зажигания.
Замена направляющих втулок клапанов.
Перед деффектовкой головки тщательно отмываем её с помощью кисти и сольвента. Удаляем нагар с тарелок клапанов и с поверхности камер сгорания, с помощью мягкой латунной проволочной щётки-насадки, насаженной в патрон электродрели. Так же полезно будет удалить нагар со стенок выпускных каналов.
Далее следует внимательно осмотреть головку двигателя. На всех опорах (постелях) под шейки распредвала и в отверстиях для толкателей клапанов не должно быть трещин, царапин, задиров и других повреждений. А вообще трещины в любых местах головки недопустимы. Ну и при подозрении на попадание охлаждающей жидкости в моторное масло (конечно же при исправной прокладке головки) не помешает проверить герметичность головки цилиндров.
Для проверки герметичности следует закрыть заглушками все отверстия рубашки охлаждения и далее следует нагнетать насосом воду в рубашку охлаждения, под давлением не менее 0,5 МПа ( 5 кг/см²). При этом в течении не менее двух минут не должно наблюдаться утечек воды из головки.
Также проверку герметичности можно осуществить и с помощью нагнетания сжатого воздуха (например компрессором). Отверстия рубашки так же закрываем заглушками или листом толстого оргстекла (я об этом уже писал в статье про ремонт треснувшей головки — ссылка на статью выше), а давление сжатого воздуха, подаваемого в полости рубашки не менее 1,5 — 2 кг/см².
Перед подачей сжатого воздуха головку опускаем в ванну с горячей водой (температура примерно 60 — 80ºС) и далее подаём воздух и засекаем время. В течении не менее 1,5 минуты нигде не должно наблюдаться выхода пузырьков воздуха из головки.
Сёдла клапанов. Внимательно осматриваем рабочие фаски сёдел (зону контакта с тарелками клапанов), на которых не должно быть точечных раковин, коррозии или различных повреждений. Мелкие повреждения можно устранить с помощью шлифовки (с помощью насадки) , но при этом снимаем как можно меньше материала. Но лучше всего восстанавливать фаски сёдел с помощью специального набора, который я описал в статье о восстановлении и ремонте сёдел клапанов — ссылка на статью выше (в списке ссылок).
О замене направляющих втулок и о самих втулках я также написал отдельную статью, ссылка на которую выше.
Клапаны. С клапанов удаляем нагар и проверяем не деформированы ли стержни клапанов и нет ли трещин на тарелках клапанов. Клапаны имеющие повреждения разумеется заменяем новыми.
Также не помешает проверить состояние рабочих фасок на тарелках клапанов. При мелких повреждениях их можно шлифануть, но при этом важно выдержать углы фасок в 45º30′±5′.
При этом расстояния от нижней плоскости тарелок клапанов до базовых диаметров (34 и 30,5 на восьмёрках девятках) должны быть в пределах 1,3 — 1,5, и 1,8 — 2,0 мм.
Пружины клапанов. Осматриваем пружины и убеждаемся в том, что на них отсутствуют трещины, а так же не снизилась ли упругость пружин, проверив их деформацию под нагрузкой (показано на рисунке справа).

Основные данные для проверки пружин клапанов двигателя ВАЗ 2108,09: А — наружная пружина, Б — внутренняя пружина.1 — пружины в свободном состоянии, 2 и 3 — нормальные пружины при сжатии усилием, 4 и 5 прилагаемое усилие в килограммах.
Толкатели клапанов. Также осматриваем и проверяем состояние рабочих поверхностей всех толкателей, на которых не должно быть задиров, царапин, а тем более трещин. Если обнаружите дефекты, то меняйте дефектные толкатели новыми.
Также проверьте длину болтов крепления головки к блоку и если они вытянулись (допустимую длину я написал выше), то меняйте болты новыми.
Регулировочные шайбы. Осмотрите их, особенно рабочие поверхности, которые должны быть идеально гладкими, без царапин, забоин и задиров, а тем более трещин. Так же на поверхностях всех регулировочных шайб не должно быть ступенчатого или одностороннего износа или стёртого металла. Допустимы лишь концентричные следы от приработки с кулачками распредвала.
Надеюсь эта статья (и другие тоже, на которые я указал ссылки) о головке двигателя будет полезна начинающим автовладельцам или ремонтникам, успехов всем.
suvorov-castom.ru
Головка блока цилиндров — WiKi
Материал и изготовление ГБЦ
Лёгкие автомобильные двигатели могут иметь головку из алюминиевого сплава, особенно это относится к искровым двигателям. Обычно такую деталь получают литьём в кокиль, либо под давлением (с последующей обработкой каналов), могут использоваться стержневые формы.
Тяжёлые двигатели, и значительная часть автомобильных дизелей имеют чугунную головку, также получаемую литьём. Сёдла клапанов (при их наличии) запрессовываются с предварительным их охлаждением в парах жидкого азота; вихрекамеры, втулки клапанов также устанавливают с натягом. Головка имеет обычно ходы для газов, охлаждающей жидкости, масляные каналы, и большое количество сквозных отверстий под болты/шпильки, которые притягивают головку к блоку.
Головка нижнеклапанного двигателя
Отличается максимальной простотой - имеет лишь ходы для охлаждающей жидкости, сверления под шпильки, и резьбу под свечи. Всегда групповая, для ряда цилиндров. Сейчас применяется редко, ввиду низкой экономичности таких двигателей. Пример двигателей: ЗИЛ-157, ГАЗ-А, ГАЗ-51.
В этом случае все клапана с их приводом монтируются в блоке.
Такое же устройство имеют головки двухтактных двигателей с кривошипно-камерной петлевой или дефлекторной продувкой. Плюсами также является лёгкость разборки и обслуживания, минимальная стоимость. Клапана также отсутствуют.
Верхнеклапанная головка
Может быть индивидуальной для каждого цилиндра, в этом случае привод клапанов осуществляется штангами от расположенного в блока распредвала, либо общей для ряда цилиндров (блок может иметь один или несколько таких рядов). В случае общей головки количество вариантов её компоновки увеличивается: привод клапанов от штанг, верхний распредвал (OHC) или два верхних распредвала (DOHC).
Индивидуальные головки со штангами чаще применяют в дизелях, так как инерционные силы при меньшем числе оборотов не так велики, плюсом является меньшая масса каждой головки (облегчен монтаж). Крупноразмерные двигатели всегда имеют индивидуальные головки.
Общие головки с одним распредвалом обеспечивают управление двумя (реже четырьмя) клапанами на цилиндр, но сложны в разборке. Чаще всего имеют ручную регулировку зазоров.
Головки с двумя верхними распредвалами наиболее просто обеспечивают установку 4 клапанов на цилиндр и подачу масла к гидрокомпенсаторам. Осложняет дело лишь необходимость привода обоих валов от цепи/зубчатого ремня. Но в некоторых конструкциях валы соединены шестернями, и приводится один из них; ранние варианты имели шестерёнчатый привод от коленвала через вертикальные валики.
Неисправности и ремонт[1]
Возможные неисправности:
- прорыв газов из-за искривления плоскости газового стыка, коррозии, срыва крепежа;
- трещины между сёдлами, выпадение седла;
- износ посадочного диаметра под распредвал или толкатели;
- износ направляющих клапанов;
- обломы крепежа, срыв резьб под свечу или болты, трещины вне газового стыка.
Также можно считать неисправностями головки в сборе поломки/износ входящих в узел деталей (клапана, пружины, рокеры, компенсаторы).
В случае прорыва газов головку чаще всего фрезеруют, допустимое отклонение от плоскости (порядка 0,15 мм в среднеразмерных моторах) проверяют линейкой с набором щупов. Срывы резьбы под свечу устраняют установкой ввёртыша, сорванный крепёж заменяют ремонтными шпильками. Изношенные направляющие клапанов меняют, трещины вне газового стыка обычно могут быть заварены.
Трещины между сёдлами, по мере их развития, ведут к прорыву газов в рубашку охлаждения и отказу двигателя. Обычно эти трещины, и другие проходящие через газовый стык служат основанием для замены головки. Но в некоторых случаях, на свой страх и риск, могут быть заварены.
Износ постелей под распредвал ведёт к стуку и снижению давления масла. Диаметр восстанавливают бронзовыми или дюралевыми втулками, развёртываемыми по месту (в качестве развёртки обычно используют старый распредвал с "фрезерными" зубчиками).
В случае разрушений поршня, колец, седла клапана головка получает сильные повреждения, обычно приводящие к её замене. Сильная коррозия от воды или повреждения от детонации также могут сделать ремонт невозможным.
Выпавшее седло, при отсутствии других неприятностей, заменяют новым или высверленным с другой головки. Для установки охлаждают в парах жидкого азота, а после дополнительно зачеканивают. Трещина между сёдлами всегда ослабляет их посадку.
Галерея
-
ГБЦ с двумя распредвалами и гидрокомпенсаторами
-
ГБЦ с верхним распредвалом, привод клапанов через коромысла
-
Головка (DOHC) двигателя Honda K20Z3.
-
Простейшая головка двухтактного двигателя
Примечания
ru-wiki.org
Блок и головка цилиндров
Строительные машины и оборудование, справочник

Категория:
Техническое обслуживание автомобилей
Блок и головка цилиндровВ состав кривошипно-шатунного механизма двигателя входят две группы деталей: неподвижные и подвижные.
К неподвижным деталям относятся блок цилиндров, служащий остовом двигателя, цилиндры, головка блока или головка цилиндров и поддон картера. Подвижными деталями являются поршни с кольцами и поршневыми пальцами, шатун, коленчатый вал, маховик.
Блок цилиндров. У V-образных двигателей блок цилиндров (рис. 2.1) представляет собой массивный литой корпус, снаружи и внутри которого монтируются все механизмы и системы.
Нижняя часть блока является картером, в литых поперечинах которого расположены опорные гнезда для подшипников коленчатого вала. Такую отливку часто называют блок-картером.
В средней части блока цилиндров имеются отверстия для установки подшипников скольжения под опорные шейки распределительного вала. Плоскость разъема блока может проходить по оси коленчатого вала или быть смещенной относительно ее вниз. К нижней части блок-картера крепится стальной штампованный поддон, служащий резервуаром для масла. По каналам в блоке масло из поддона подается к трущимся деталям двигателя.
На V-образных двигателях (ЗИЛ-130, 3M3-53-11, ЯМЭ-238 и др.) для повышения жесткости блока цилиндров его плоскость разъемна, расположена ниже оси коленчатого вала. В отливке блока цилиндров имеется рубашка для жидкостного охлаждения двигателя, представляющая собой полость (рис. 2.1,6) между стенками блока и наружной поверхностью вставных гильз 5. Охлаждающая жидкость подается в рубашку охлаждения через два канала 4 (рис. 2.1, а), расположенные по обеим сторонам блока цилиндров. К передней части блока цилиндров крепится крышка распределительных шестерен, а к задней — картер сцепления.
Блоки цилиндров отливаются из серого чугуна (у двигателей автомобилей семейств ЗИЛ, КамАЗ, МАЗ и ВАЗ) или из алюминиевого сплава (у двигателей автомобилей ГАЗ-24-10 «Волга», «Москвич-2140»).
Рис. 2.1. Блок цилиндров V-образного двигателя: а—общий вид; б—вид сзади
Рабочая поверхность цилиндров (рис. 2.2) является направляющей при движении поршня и вместе с ним и головкой блока цилиндров образует замкнутое пространство, в котором происходит рабочий цикл двигателя. Для плотного прилегания поршня и поршневых колец к цилиндру и уменьшения сил трения между ними внутреннюю полость цилиндров тщательно обрабатывают с высокой степенью точности и чистоты, поэтому она называется зеркалом цилиндра.
У дизелей КамАЗ на зеркале цилиндров наносят мелкую (ромбовидную) сетку для лучшего удержания смазочного материала.
Цилиндры могут быть отлиты как одно целое со стенками рубашки охлаждения (рис. 2.2, а) или изготовлены отдельно от блока в виде вставных гильз.
Последние подразделяются на «сухие» гильзы, запрессованные в расточенный блок (рис. 2.2,6), и сменные «мокрые» гильзы (рис. 2.2, в—д), омываемые с наружной стороны охлаждающей жидкостью.
При сгорании рабочей смеси верхняя часть цилиндров сильно нагревается и подвергается окислительному воздействию продуктов сгорания, поэтому в верхнюю часть блока цилиндров или гильз, как правило, запрессовывают короткие вставки — сухие гильзы длиной 40—50 мм (у двигателей автомобилей ЗИЛ-130, ГАЗ-24-10 «Волга», ЗИЛ-157КД, ГАЗ-53-12 и др.). Вставки (см. рис. 2.7) изготовляют из легированного чугуна, обладающего высокой износо- и коррозионной стойкостью.
При установке мокрой гильзы ее бурт 6 (см. рис. 2.2, в) выступает над плоскостью разъема на 0,02— 0,15 мм. Это позволяет уплотнять ее, зажимая бурт через прокладку (см. рис. 2.2, б) между блоком и головкой цилиндров. В нижней части гильза уплотняется двумя резиновыми кольцами 8 (см. рис. 2.2, г) (у двигателей ЗИЛ-130, ЯМЭ-236, КамАЗ-740 и др.) или медными прокладками 9 (см. рис. 2.2, д), установленными по торцу нижнего пояса гильзы (у двигателей автомобилей семейств ГАЗ, «Москвич» и др.). Преимущественное применение в двигателях мокрых гильз связано с тем, что они обеспечивают лучший отвод тепла. Это повышает работоспособность и срок службы деталей цилиндропоршневой группы, при этом снижаются затраты, связанные с ремонтом двигателей в процессе эксплуатации.
Головка цилиндров. В головке цилиндров размещены камеры сгорания (рис. 2.3), в которых установлены впускные и выпускные клапаны, свечи зажигания или форсунки. На головке цилиндров крепятся детали и узлы привода клапанного механизма.
Значительное влияние на процесс смесеобразования как в карбюраторных двигателях, так и в дизелях имеют формы камер сгорания. В карбюраторных двигателях (рис. 2.3, а) наибольшее распространение получили цилиндрические, полусферические II и клиновые III камеры с верхним расположением клапанов. У дизелей (рис. 2.3, б) широкое применение находят неразделенные IV и разделенные V и VI камеры сгорания, состоящие из вспомогательного небольшого пространства— предкамеры или вихревой камеры, и основной камеры сгорания 6, соединенных между собой каналами.
Рис. 2.2. Схемы цилиндров двигателей: а — с короткой сухой вставкой; б — с сухой гильзой; в — д — с мокрыми гильзами
Двигатели с рядным расположением цилиндров имеют одну общую головку цилиндров, двигатели с V-образным расположением цилиндров— две (двигатели ЗИЛ-130, ГАЗ-53-11) или четыре на каждые три цилиндра (двигатель ЯМЗ-240). У двигателей автомобилей КамАЗ каждый цилиндр снабжен отдельной головкой цилиндра.
На рис. 2.4 показана головка цилиндра двигателя ЗИЛ-130, с внутренней стороны которой находятся камеры сгорания с вставными седлами выпускных клапанов, седлами впускных клапанов и с отверстиями для свечей зажигания (рис. 2.4,6). На одной боковой поверхности сделаны каналы (рис. 2.4, а) для подвода горючей смеси и каналы для циркуляции охлаждающей жидкости, а на другой — каналы (см. рис. 2.4, б) для отвода отработавших газов. В каждой камере сгорания имеются отверстия для запрессовки направляющих втулок клапанов. Плоскость разъема между головками и блоком цилиндров уплотняют сталеасбестовыми прокладками.
Рис. 2.3. Формы камер сгорания поршневых двигателей: а — карбюраторных; б — дизелей: I — цилиндрическая; II—полусферическая; III— клиновая; IV—неразделенная; V—VI—разделенные
Рис. 2.4. Головка цилиндров V-образного двигателя: а — вид со стороны камер сгорания; б — вид со стороны коромысел
Головка цилиндров крепится к блоку при помощи шпилек с гайками или болтами. Гайки или болты головки цилиндров затягивают равномерно в определенной последовательности с установленным для каждого двигателя моментом затяжки.
Читать далее: Поршневая группа и шатуны
Категория: - Техническое обслуживание автомобилей
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Головки цилиндров (ГБЦ)

Головки (крышки) цилиндров вместе с цилиндрами образуют надпоршневую полость, в которой осуществляются все тепловые процессы рабочего цикла двигателя. Головка (ГБЦ) не только закрывает цилиндр, по и служит полостью для полного или частичного размещения объема сжатия c, т. е. камеры сгорания, а также свечи зажигания (при внешнем смесеобразовании) или форсунки (в двигателях с внутренним смесеобразованием). В головке верхнеклапанного двигателя размещается клапанный механизм, каналы впуска рабочего тела в цилиндр и выпуска горячих отработавших газов. К головкам крепят также впускные и выпускные трубопроводы с их системами и вспомогательное оборудование двигателя.'
Стенки головки, образующие камеру сгорания, в большей мере, чем стенки цилиндра, подвержены воздействию открытого пламени и давлению газа. Поэтому делают их в 1,5—2,0 раза толще стенок гильз цилиндров и интенсивно охлаждают.
При жидкостном охлаждении головки (ГБЦ), как и цилиндры, одевают рубашкой охлаждения, а в двигателях воздушного охлаждения — оребряют. Полости рубашек охлаждения головки и цилиндра с помощью протоков объединяются в общую систему, циркуляция жидкости в которой организуется так, чтобы «холодный» поток ее на входе в систему охлаждения двигателя имел температуру около 80°С и прежде всего омывал наиболее горячие стенки головки (выпускные патрубки). В двигателях воздушного охлаждения оребрение головки делают особенно развитым, причем ребра располагают по движению потока охлаждающего воздуха так, чтобы обеспечивался более эффективный теплоотвод.
В связи с изложенным головка цилиндров приобретает весьма сложную конструкцию, особенно в двигателях с верхним расположением клапанов. Головки автомобильных двигателей делают не только съемными, но и отливают общими для всех цилиндров, образующих ряд (от двух до восьми включительно), или для группы цилиндров (практикуется в основном при воздушном охлаждении). Только в очень малых двухтактных одноцилиндровых двигателях находит еще применение совместная отливка головки с цилиндром. Объединение этих важных конструктивных элементов остова двигателя чрезвычайно осложняет обработку зеркала цилиндра и выполнение монтажно-демонтажных работ при ремонте многоцилиндровых двигателей, поэтому метод совместной отливки в авто- и тракторостроении в настоящее время не применяется.
Головки (ГБЦ) двигателей автомобильного и тракторного типов изготовляют из серого или легированного чугуна, но чаще всего из алюминиевых сплавов (для краткости их называют обычно алюминиевыми). В карбюраторных двигателях с воздушным и жидкостным охлаждением предпочтительнее применять алюминиевые головки. Алюминиевые сплавы обладают хорошей теплопроводностью, вследствие чего тепловая напряженность стенок головки бывает сравнительно ниже чугунных. Поэтому алюминиевые головки способствуют уменьшению степени подогрева свежего заряда и позволяют работать с более высокими степенями сжатия на том же топливе без возникновения детонационного сгорания. В результате этого применение алюминиевых головок позволяет улучшать мощностные и экономические показатели двигателей.
Чтобы одновременно использовать высокую теплопроводность алюминия и жаростойкость чугуна в дизелях с воздушным охлаждением, основание головки и патрубки, особенно выпускных каналов, изготовляют иногда из чугуна и заливают их алюминиевым сплавом. По сравнению с чугунными головками это улучшает теплоотвод и уменьшает возможную деформацию головки при ее нагреве и охлаждении. Однако для головок форсированных дизелей (работающих с большой тепловой напряженностью) рекомендуется применение алюминиевых сплавов.
При изготовлении головок из алюминиевых сплавов обязательно применяются вставные седла под клапаны. Они изготавливаются из высокопрочного жаростойкого чугуна, имеющего высокий коэффициент линейного расширения , из легированной или среднеуглеро-дистой стали и алюминиевой бронзы.
Для плотной и надежной посадки вставных седел в головку ее нагревают примерно до 170—200°С, а седла охлаждают иногда до температуры минус 80°С (в сухом льду). После такой сборки седла обвальцовывают еще путем уплотнения вокруг них материала головки. Необходимость этого вызывается тем, что наиболее горячим местом головки является перемычка между гнездами клапанов, нагревающаяся до 230— 260°С, а так как механическая прочность алюминиевых сплавов при нагреве заметно снижается, то плохая посадка вставного седла приводит к потере герметичности и выходу из строя всей головки. В нагретую головку запрессовывают и направляющие втулки для клапанов, которые изготовляют из чугуна, металлокерамики или бронзы. Такие втулки используют и в чугунных головках.
Вставки в алюминиевую головку двигателей воздушного охлаждения делают также для крепления свечи зажигания или форсунки, если последняя имеет резьбовое крепление, т. е. ввертывают непосредственно в тело головки. Такие вставки обычно выполняют в виде простых резьбовых переходных втулок (футорок) и ввертывают в предварительно нагретую головку.
Вставные седла под клапаны применяют и в чугунных головках, но их обычно ставят под выпускные клапаны, поскольку они работают в более тяжелых условиях (средняя температура нагрева достигает у них 800°С). Вставки в этих случаях изготовляют из жаропрочных материалов.
Плоскости стыка головки и блока цилиндров уплотняют с помощью стале-асбестовых или цельнометаллических прокладок, которые ставят сразу под всю головку. При затяжке шпилек крепления головки, например, правого блока цилиндров прокладка зажимается между верхней опорной плоскостью правого блока и привалочной плоскостью его головки.
С тале-асбестовые прокладки в настоящее время применяют в подавляющем большинстве двигателей автомобильного типа. Их основу составляет огнестойкий волокнистый минерал — асбест, приготовленный в виде тонкого листа (листовой асбест). Для придания прокладкам необходимой прочности их армируют тонким перфорированным стальным листом или сеткой из стальной проволоки. В последнем случае получают асбостальное полотно, из которого и вырубают прокладки головки блока. Прокладки делают с такими же внутренними и наружными контурами, какие имеются у привалочной плоскости блока цилиндров со сложным рисунком отверстий под камеры сгорания, шпильки крещения соединительные каналы рубашки охлаждения и т. д. Толщина прокладок в рабочем (сжатом) положении составляет примерно 1,5 мм.
По контуру камер сгорания и в местах с тонкими перемычками между цилиндрами стале-асбестовые и другие армированные прокладки окантовывают тонким сравнительно мягким стальным листом. Металлическая окантовка улучшает механические свойства прокладок и главное позволяет повышать местную плотность стыка вокруг камеры сгорания, что имеет важное значение для надежного уплотнения цилиндров. Чтобы предохранить прокладку от прогорания, ее окантованную кромку отводят от контура'внутренних стенок камеры сгорания примерно на 1—2 мм. В конструкциях с мокрыми гильзами с этой целью опорный фланец гильзы снабжают иногда специальным буртиком, который защищаетуплотнительную прокладку от воздействия открытого пламени и возможного ее прогорания.
Для уменьшения прилипаемости прокладок к привалочным плоскостям головки или цилиндров и последующего разрыва их при разборке двигателя поверхности прокладок обильно покрывают графитом. Ранее все асбестовые прокладки двигателей вообще полностью облицовывались тонкой листовой латунью (фольгой). В результате получались так называемые медно-асбестовые прокладки, выдерживавшие многократное употребление, но вследствие относительной их сложности и дороговизны в подавляющем большинстве случаев они заменяются теперь сравнительно простыми, дешевыми, хотя и менее надежными, армированными прокладками.
Цельнометаллические прокладки под головку блока изготовляют из листовых металлов — алюминия, меди или мягкой стали. Алюминиевые прокладки используют, например, на дизеле В-2. Они вырубаются из целого листа под всю головку ряда (блока цилиндров) так, чтобы перекрывался опорный фланец гильзы, который, в случаях использования мокрых гильз, обычно на 0,1— 0,2 мм возвышается над привалочной плоскостью блока цилиндров. Опорный фланец мокрой гильзы В-2 в зоне соприкосновения с прокладкой имеет ряд кольцевых уплотнительных канавок, а по внутренней кромке — буртик, предохраняющий алюминиевую прокладку от непосредственного воздействия открытого пламени.
Стальные прокладки под головку блока представляют собой набор нескольких, определенным образом спакетированных, тонких, относительно мягких листов. Такие прокладки применяют, в частности, на двухтактных дизелях Ярославского моторного завода.
Медные уплотнительные прокладки, изготовленные в виде тонких колец, ставят под чугунные головки цилиндров двигателей воздушного охлаждения. Алюминиевые головки в этих двигателях обычно устанавливают без прокладок.
Надежность уплотнения головки блока в любом случае зависит от правильной и равномерной ее затяжки при установке на цилиндры. Головку блока следует затягивать только на холодном двигателе в строго определенной последовательности и обязательно динамометрическим ключом, позволяющим контролировать величину приложенного усилия. Затяжку головки обычно начинают со средней ее зоны с постепенным переходом к периферийным зонам. Момент затяжки головок в карбюраторных двигателях жидкостного охлаждения составляет в среднем 7—12 кГ·м (≈70—120 н·м), а в дизелях достигает 20 кГ·м (≈200 н·м). При выборе последовательности и нужного момента затяжки в каждом отдельном случае следует руководствоваться инструкцией завода-изготовителя. Неправильная затяжка головки снижает или вовсе сводит на нет эффективность любых уплотнительных прокладок. Надо следить также за тем, чтобы под гайки шпилек (головки болтов) крепления алюминиевых головок обязательно подкладывались обычные стальные толстые шайбы, иначе гайки будут врезаться в мягкое тело головки и разрушать поверхность ее стенок. Чугунные головки крепят без применения шайб.
Источник: Райков И.Я., Рытвинский Г.Н. Двигатели внутреннего сгорания, 1971 г.
Newer news items:
Older news items:
azbukadvs.ru
Головка блока цилиндров. Прокладка головки блока цилиндров и ее замена :: SYL.ru
Если вы начнете разбирать мотор вашей машины, вы сможете убедиться, что он состоит из некоторого количества основных составляющих и узлов. Каждый элемент, из которого состоит двигатель, важен по-своему. Головка блока цилиндров – одна из наиболее ответственных деталей в устройстве современных моторов.
Как выглядит ГБЦ?
Головка представляет собой своего рода крышку. Основная функция ее - герметично закрывать блок с цилиндрами. Данная деталь есть в конструкции абсолютно всех современных двигателей.
Элемент изготавливается методом литья. Материалом для этого важного узла служит легированный чугунный сплав либо различные алюминиевые примеси. После того как деталь будет отлита, головка блока цилиндров проходит процедуру искусственного старения. Это выполняется по специальным технологиям. Такая техника старения металла предназначена для того, чтобы снять остаточные напряжения в детали.
Особенности конструкции
Существует несколько вариантов исполнения данного узла. Например, для однорядных ДВС применяют общую конструкцию ГБЦ. Для V-образных моторов используют отдельные головки для каждого ряда.
Эта деталь имеет свои особенности конструкции. Так, нижняя плоскость отличается увеличенной шириной. Это необходимо для того, чтобы создать более надежный и плотный контакт с блоком цилиндров. Но это еще не все. В качестве дополнительного уплотнителя применяется прокладка головки блока цилиндров.
Необходимо сказать, что деталь с клапанами в нижнем расположении имеет более простую конструкцию, нежели у такого же узла, но уже с верхним размещением.
Конструкция ГБЦ на ВАЗах
Этот узел на автомобилях марки ВАЗ делается общим для всех цилиндров. Деталь изготовлена из специального сплава алюминия. Камеры сгорания имеют шатровую форму.
Клапаны разведены с двух сторон головки. Все они (впускные и выпускные) распложены в V–образной форме. Головка блока цилиндров ВАЗ оснащена седлами для клапанов из металлокерамики.
Крепление и монтаж
Чтобы закрепить ГБЦ на блоке, используются специальные направляющие шпильки и болты. Крепление детали - очень ответственный и серьезный процесс. В каждом отдельном случае эту процедуру нужно производить по четкой инструкции от производителя мотора.
Исходя из конструктивных особенностей данного узла, болты, которые служат для крепления ГБЦ, затягиваются по-разному. Для того чтобы закрепить головку блока, необходим динамометрический ключ. В этой процедуре не нужно прилагать слишком большое усилие.
Задачи и устройство ГБЦ
Если перечислить основные узлы, из которых состоит головка блока цилиндров, тогда можно понять, какие же функции выполняет данная деталь и какие задачи ставятся для нее.
Самая основная функция этого узла - защита блока цилиндров. Также в ГБЦ находится специальная горловина для залива масла. Для того чтобы соединение головки с блоком было плотным, в качестве уплотнения применяется специальная резиновая прокладка.
Какие функции она выполняет? Прокладка головки блока цилиндров дает возможность ГБЦ создать более плотное соединение с блоком. Эта уплотнительная деталь подлежит использованию только один раз. Если необходимо обслуживание двигателя, тогда уплотнение необходимо менять. Также не стоит на нем экономить. Любителям тотальной экономии это в большинстве случаев выходит боком.
В передней части детали расположены полости для натяжителя цепи, а также для распределительного вала. Еще в корпусе есть отверстия с резьбой для монтажа свечей.
Вверху детали конструкторами предусмотрены полости для втулок клапана головки блока цилиндров, для установки опорной шайбы клапанных пружин, а также для корпусов подшипников распределительного вала. Узел служит корпусом для закрепления впускного и выпускного коллекторов.
На этапе производства деталь оснащается направляющими втулками для клапанов, а также седлами. Технология монтажа подразумевает установку холодных деталей в горячий корпус ГБЦ. Так, когда температуры уравняются, детали прочно соединятся между собой.
Обслуживание ГБЦ
Когда автомобиль активно используется, автолюбитель должен постоянно следить за состоянием механизмов. Нужно смотреть, чтобы в местах крепления не было масляных подтеков или следов охлаждающей смеси.
Кроме этого, важно не перегревать двигатель. В случае закипания ДВС существует определенный риск повреждения узла. Тогда замена головки блока цилиндров неизбежна.
Когда прокладка ГБЦ выходит из строя?
В большинстве случаев из строя выходит не сама головка, а прокладка между ней и блоком. Давайте рассмотрим основные симптомы.
Часто встречается пробой уплотнителя. Это достаточно неприятная неполадка. Поставить правильный диагноз не всегда получается. Когда в прокладке есть небольшая дырочка, это может привести к негативным последствиям. Если вовремя не диагностировать и не устранить неисправность, потребуется замена прокладки головки блока цилиндров. В худшем случае двигателю понадобится капитальный ремонт.
На то, что нужно проверить прокладку, часто указывает повышенный расход топлива, снижение мощности мотора. В большинстве случаев проблемы с прокладкой или ее пробой случаются после посещения автосервисов. Например, многие автолюбители жалуются на плохую протяжку ГБЦ.
Если вы заметили течь масла или охлаждающей жидкости - это сигналы к замене прокладки.
Зачастую данную неисправность можно обнаружить в линии соединения головки и блока. Основной причиной является деформация ГБЦ после перегрева мотора. В этом случае автолюбителя может спасти только замена прокладки головки блока цилиндров. Ремонту данный уплотнитель не подлежит, так как он одноразовый.
Производим замену прокладки своими руками
Замена уплотнителя на многих моделях современных автомобилей не слишком отличается. Конечно, особенности могут быть, но в основном это касается затяжки болтов или параметров момента затяжки. Нужные данные можно посмотреть в инструкции по эксплуатации двигателя от его производителя.
Это важно
Прежде чем раскручивать болты, которыми головка блока цилиндров крепится к блоку, нужно произвести их очистку. Это необходимо для того, чтобы при раскручивании с болтов не срывались ключи. Раскрутку необходимо начинать с середины, а затем равномерно каждый болт провернуть на полоборота.
Прежде чем осуществить демонтаж, следует снять все оборудование. Всю последовательность работ желательно где-нибудь пометить для себя.
После того как все болты будут раскручены, необходимо снять саму головку. Теперь можно заменить прокладку. Чтобы уплотнитель лег непосредственно по центру относительно детали, необходимо использовать специальные втулки в блоке.
Далее нужно произвести все действия в обратном порядке, затем подключить навесное оборудование. Здесь и понадобится ранее созданная схема.
Затягивать болты крепления нужно так же, как в схеме для блока цилиндров. При этом нужно четко соблюдать все параметры, которые указал производитель. Здесь необходимо воспользоваться динамометрическим ключом. На этом замена прокладки блока завершена. Как видите, это не столь сложная процедура. Напоследок отметим, что менять данный уплотнитель необходимо каждый раз при разборке ДВС или каждые 100 тысяч километров пробега.
www.syl.ru
Головка цилиндров дизельного двигателя
Головка цилиндров дизельного двигателя содержит корпус, впускное и выпускное отверстие с гнездами клапанов и установленными в них клапанами с перемычкой между ними, форсуночный стакан для установки форсунки, размещенный в корпусе, и термокомпенсационные прорези, предназначенные для компенсации деформаций при нагреве и охлаждении, имеющих прямолинейную форму, выполненные напроход и расположенные рядом с форсуночным отверстием перпендикулярно огневому днищу, кроме того, в сечении по нормали термокомпенсационные прорези имеют вид прямоугольника, у которого одна из меньших сторон, обращенная к форсунке, закруглена. Глубина термокомпенсационных прорезей не превышает глубины 3,5-5 мм, а их ширина равна 1 мм. Использование изобретения позволит снизить термоусталостные напряжения в области перемычек на 50%, предотвратить накопление остаточных напряжений, что значительно продлит срок службы головки цилиндров. Для реализации данного процесса не требуется сложной технологической оснастки, процесс не требует больших временных затрат. 6 ил.
Предлагаемое изобретение относится к области машиностроения и ремонта машин, а именно к конструкции головки дизельных двигателей с непосредственным впрыском топлива.
Известна головка цилиндров (авт. свид. SU № 1048148, F 02 F 1/24), содержащая корпус, в котором размещены газообменные каналы, гнезда клапанов, полости для охлаждающей жидкости и отверстия для форсунок и крепежных элементов, а также содержащая дистанционные зазоры (у автора разграничительные перемычки) между камерами сгорания соседних цилиндров.
Недостаток такой конструкции состоит в том, что дистанционные зазоры между камерами сгорания могут снизить только монтажные напряжения от затяжки шпилек крепления. А термические напряжения и деформация, возникающие в процессе эксплуатации головки цилиндров, накапливающиеся в области перемычек между гнездами клапанов и форсуночным отверстием, не могут быть существенно снижены, т.к. основной причиной их возникновения является неравномерность температур по радиусу цилиндра. Вместе с этим дистанционные зазоры не снижают монтажные напряжения от установки форсунки и форсуночного стакана, которые возникают в межклапанных перемычках и там же локализуются, из-за малого пятна контакта форсуночного стакана с корпусом головки цилиндров.
Прототипом предлагаемой конструкции является головка цилиндров дизельного двигателя внутреннего сгорания с воздушным охлаждением (авт. свид. SU № 1820016, F 02 F 1/30).
Данная головка цилиндров содержит корпус, в котором размещены газообменные каналы с отверстиями для элементов крепления и отверстиями под гнезда клапанов, а также отверстия для форсунок. В этой конструкции дистанционные зазоры расположены со стороны огневого днища в области межклапанной перемычки (область, располагающаяся между отверстиями под впускной и выпускной клапаны). Причем зазоры отделяют от периферии часть межклапанной перемычки и форсуночное отверстие. Зазоры имеют в сечении по нормали сложную F-образную форму.
Недостатком данной конструкции является то, что зазоры, имеющие сложную в сечении по нормали форму, вызывают повышенные напряжения, а также их концентрацию в местах острых кромок, они технологически сложны в изготовлении. Внедряясь в тело головки цилиндров более чем на половину ее толщины, они ослабляют конструкцию. Отвод тепла по таким прорезям в принципе возможен, но малоэффективен.
Технической задачей данного изобретения является снижение возникающих в процессе эксплуатации двигателя циклических термических напряжений в сумме с механическими монтажными напряжениями от установки форсунки и форсуночного стакана. Эти напряжения значительно ускоряют появление и рост термоусталостных трещин. Они наиболее выражены в зонах между отверстием под форсунку и клапанными гнездами.
Задача достигается в головке цилиндров дизельного двигателя, содержащей корпус, впускное и выпускное отверстия с гнездами клапанов, установленными в них клапанами и перемычкой между ними, форсуночный стакан для установки форсунки, размещенный в корпусе, и дистанционные зазоры, выполненные в корпусе со стороны огневого днища и ограничивающие часть перемычки огневого днища с форсуночным отверстием от периферии огневого днища, где согласно изобретению дистанционные зазоры выполнены в виде термокомпенсационных прорезей, обеспечивающих компенсацию деформаций при нагреве и охлаждении и имеющих прямолинейную форму, выполненных напроход и расположенных рядом с форсуночным отверстием перпендикулярно огневому днищу, кроме того, в сечении по нормали термокомпенсационные прорези имеют вид прямоугольника, у которого одна из меньших сторон, обращенная к форсунке, закруглена, глубина термокомпенсационных прорезей не превышает 3,5-5 мм, а их ширина равна 1 мм.
В отличие от прототипа в предлагаемой конструкции головки цилиндров термокомпенсационные прорези выполнены в непосредственной близости от зоны, подверженной активному воздействию термических и механических напряжений. Применение термокомпенсационных прорезей, расположенных именно таким образом, позволяет снизить суммарные напряжения, возникающие в области перемычек между отверстием под форсунку и клапанными отверстиями. Это достигается тем, что наиболее опасная область отделяется от периферии огневого днища термокомпенсационными прорезями и на ее напряженное состояние не накладывается (в значительной мере) влияние периферийных зон. Она свободно деформируется во всех направлениях, без каких-либо ограничений со стороны соседних элементов конструкции. Наряду с этим термокомпенсационные прорези выполнены перпендикулярно огневому днищу, кроме того, в плоскости огневого днища они прямолинейны, что позволяет избежать концентраций напряжений и дальнейшее их накопление, а также значительно упрощает технологический процесс изготовления. Термокомпенсационные прорези в сечении по нормали имеют вид прямоугольника, для дополнительного снижения концентраций напряжений кромки термокомпенсационных прорезей скругляют. Глубина термокомпенсационных прорезей не превышает глубины нерабочей фаски (формообразующей) гнезда клапана, не превышает 3,5-5 мм, что позволяет предотвратить ослабление посадочных мест под гнезда клапанов и предотвратить ослабление самой головки в целом. Их ширина равна 1 мм. Данный размер получен с учетом расчетно-аналитических данных и технологичности изготовления при условии получения наибольшего положительного эффекта.
Благодаря этому в новой головке цилиндров происходит снижение суммарных напряжений, возникающих в зонах перемычек между отверстием под форсунку и клапанными отверстиями, на 50%.
На фиг.1 изображен фрагмент головки цилиндров (отдельно взятого цилиндра) со стороны огневого днища.
На фиг.2 изображено сечение вдоль термокомпенсационной прорези.
На фиг.3 изображено сечение по нормали к термокомпенсационной прорези.
На фиг.4 изображено огневое днище в перспективе.
Головка цилиндров дизельного двигателя содержит корпус 1. В корпусе 1 имеется прилив 2 для установки форсуночного стакана 3 под форсунку (не показано). Со стороны огневого днища 4 головки цилиндров расположены клапанные отверстия 5 и 6 под впускной и выпускной клапаны, клапанные гнезда 7 и 8 соответственно, а также клапаны, установленные в седла (не показано). Пространство, ограниченное клапанными отверстиями, образует область межклапанной перемычки 9, в которой находится форсуночное отверстие 10. Область, ограниченная форсуночным отверстием 10 и отверстием под впускной клапан 5, является областью наиболее вероятностного появления термоусталостных трещин - перемычка 11 (перемычка между форсуночным отверстием 10 и впускным отверстием 5). Наряду с упомянутой областью такой же нагрузке подвержена область между форсуночным отверстием 10 и отверстием под выпускной клапан 6 - перемычка 12 (перемычка между форсуночным отверстием 10 и выпускным отверстием 6). С целью снижения суммарных напряжений в этих областях выполнены термокомпенсационные прорези 13 и 14, которые расположены в области межклапанной перемычки 9. Термокомпенсационные прорези 13 и 14 выполнены перпендикулярно плоскости огневого днища 4, на глубину нерабочей фаски (формообразующей) гнезда клапана, не превышая 3,5-5 мм, что позволяет не ослаблять посадочные места под гнезда клапанов 7 и 8 и саму головку блока в целом. В сечении по нормали термокомпенсационные прорези 13 и 14 имеют вид прямоугольника, у которого одна из меньших сторон, обращенная к форсунке (форсуночному стакану 3), закруглена по радиусу 15. Это позволяет снизить концентрацию напряжений на кромках термокомпенсационных прорезей 13 и 14. Термокомпенсационные прорези выполнены прямолинейно, что значительно снижает трудоемкость и рабочее время при их изготовлении. Ширина термокомпенсационных прорезей составляет 1 мм. Данный размер получен с учетом расчетно-аналитических данных и технологичности изготовления.
Часть перемычек 11 и 12 с форсуночным отверстием 10 ограничена от периферии огневого днища 4 термокомпенсационной прорезью 13, выполненной под углом в 5° к горизонту на расстоянии 6 мм от центра форсуночного отверстия.
Часть перемычек 11 и 12 с форсуночным отверстием 10 ограничена от периферии огневого днища 4 термокомпенсационной прорезью 14, выполненной под углом в -3° к горизонту на расстоянии 7 мм от центра форсуночного отверстия.
При работе двигателя происходит впрыск топлива форсункой (не показано) через форсуночное отверстие 10, подача воздуха через впускное клапанное отверстие 5. Процесс впрыска топлива и завихрения остается неизменным благодаря тому, что выступание носка форсунки относительно огневого днища 4 головки цилиндров остается неизменным.
Термокомпенсационные прорези 13 и 14 отсекают наиболее опасную область (перемычки 11 и 12) от общей массы головки цилиндров, преобразуя ее в отдельный элемент огневого днища. Данный элемент прогревается более равномерно, с одинаковой скоростью за счет своих малых габаритов и также равномерно охлаждается, с одинаковой скоростью по всей своей площади. За счет термокомпенсационных прорезей 13 и 14 в рабочем цикле элемент (перемычки 11 и 12), образованный прорезями, расширяется от воздействий термических факторов во всех направления и не испытывает никакого механического воздействия со стороны соседних зон. При открывании впускного клапана (не показан) воздух из впускного отверстия 6 наиболее интенсивно обдувает перемычки 11 и 12, что снижает температурное поле в опасной области. На фиг.5, 6 для наглядности представлены поля напряжений огневого днища в области межклапанной перемычки, где напряжения выделены в интервалы и каждому интервалу соответствует свой цвет. На фиг.5 представлены поля напряжений огневого днища в области перемычек 11 и 12 стандартной головки цилиндров. На фиг.6 представлены поля напряжений огневого днища в области перемычек 11 и 12 предлагаемой головки цилиндров. Исходя из представленных данных видно, что перемычки 11 и 12 в предлагаемой головке мене нагружены по сравнению со стандартной. По завершению рабочего цикла при остывании двигателя в перемычках 11 и 12 не возникает никаких растягивающих напряжений, т.к. в силу своих малых габаритов данный элемент, равномерно прогретый, также равномерно и остывает. Неравномерно прогретая периферия огневого днища 4, остывая, вызывает термические напряжения растяжения, но воздействие периферийных зон не сказывается на перемычках 11 и 12, т.к. за счет термокомпенсационных прорезей 13 и 14 у периферии имеется возможность термического расширения/сжатия. В результате мы имеем и ослабление напряженного поля на периферии. Кромки термокомпенсационных прорезей 13 и 14 скруглены по радиусу 15. Скругление кромок термокомпенсационных прорезей 13 и 14 по радиусу 15 позволяет избежать концентрации напряжений. Термокомпенсационные прорези 13 и 14 выполняются прямолинейно, перпендикулярно огневому днищу 4, что предотвращает накопление напряжений и их концентрацию в опасной области. Глубина термокомпенсационных прорезей 13 и 14 определялась с учетом средней толщины огневого днища 4, глубины залегания гнезд клапанов 7 и 8, а также величины максимальной деформации по вертикали к плоскости огневого днища 4. Таким образом, в результате анализа полученных результатов в межклапанной перемычке 9 по сечению термокомпенсационной прорези 13 или 14 с учетом ее глубины толщина огневого днища 4 составляет 11,5 мм. По всей площади огневого днища 4 его толщина колеблется от 10 до 12 мм. Термокомпенсационные прорези 13 и 14 не опускаются ниже уровня залегания гнезд клапанов 7 и 8, что не ослабляет и не разрушает посадочные места под гнезда клапанов 7 и 8.
Использование изобретения позволит снизить термические напряжения в области перемычек 11 и 12 на 50%, предотвратить накопление остаточных напряжений, что значительно продлит срок службы головки цилиндров. Для реализации данного процесса не требуется сложной технологической оснастки, процесс не требует больших временных затрат.
Оптимизация конструкции проводилась на основе расчетов и анализа данных, полученных с помощью программы Ansys. Способ решения - метод конечных элементов, хорошо зарекомендовавший себя во многих областях научной деятельности. Для расчета использовалась оптимизированная модель огневого днища, представляющая собой диск с отверстиями под седла клапанов (впускной и выпускной), а также отверстием под форсунку. В центральной части диска находится бобышка под форсуночный стакан, который также входит в предлагаемую модель. Подобное описание модели неоднократно использовалось многими авторами и хорошо себя зарекомендовало. В нашем случае при расчете модель была усовершенствована, т.е. добавлены патрубки к впускному и выпускному клапану, соблюдены большая часть фасок и галтелей. В расчетной модели используется 3 объекта: форсуночный стакан, клапанное гнездо (впускной клапан), огневое днище. Каждому из объектов соответствует свой материал со своими механическими и теплофизическими свойствами. Огневое днище изготовлено из чугуна СЧ 21-40, форсуночный стакан из латуни ЛС-59, клапанное гнездо из хромистого жаропрочного чугуна.
В результате расчетных работ был получен вариант расположения термокомпенсационных прорезей, позволяющий снизить температурные напряжения на 50%.
Головка цилиндров дизельного двигателя, содержащая корпус, впускное и выпускное отверстия с гнездами клапанов, установленными в них клапанами и перемычкой между ними, форсуночный стакан для установки форсунки, размещенный в корпусе, и дистанционные зазоры, выполненные в корпусе со стороны огневого днища и ограничивающие часть перемычки огневого днища с форсуночным отверстием от периферии огневого днища, отличающаяся тем, что дистанционные зазоры выполнены в виде термокомпенсационных прорезей, обеспечивающих компенсацию деформаций при нагреве и охлаждении и имеющих прямолинейную форму, выполненных напроход и расположенных рядом с форсуночным отверстием перпендикулярно огневому днищу, кроме того, в сечении по нормали термокомпенсационные прорези имеют вид прямоугольника, у которого одна из меньших сторон, обращенная к форсунке, закруглена, глубина термокомпенсационных прорезей не превышает 3,5-5 мм, а их ширина равна 1 мм.
www.findpatent.ru
Головка блока цилиндров
Головка блока цилиндров - верхняя часть двигателя, в которой установлен газораспределительный механизм
ДвигательГоловка блока цилиндров или ГБЦ - верхняя часть двигателя, которая служит корпусом для деталей газораспределительного механизма. Крепится ГБЦ при помощи болтов или шпилек к блоку цилиндров. Нижняя часть головки блока формирует "потолок" камеры сгорания. У однорядного двигателя одна ГБЦ, у многорядного - отдельная головка на каждый ряд цилиндров. Изготавливаются ГБЦ методом точного литья, преимущественно из алюминиевых сплавов.
Конструкция ГБЦ
Головка блока цилиндров имеет очень сложную конструкцию. В ней находятся посадочные места клапанов - так называемые "седла", и каналы, в которых движутся впускные и выпускные клапана. Верхняя часть головки снабжена посадочными местами, на которые опираются шейки распределительных валов.
Если ремонт двигателя проводится после перегрева, нижняя поверхность головки блока цилиндров должна быть отфрезерована и отшлифована в центре по ремонту моторов
Кроме того, в корпусе ГБЦ "проложены" каналы смазочной системы и водяной рубашки для охлаждающей жидкости. Также через ГБЦ иногда проходят каналы свечей зажигания или накаливания.
Верхняя часть головки блока цилиндров закрыта крышкой. Она изготавливается из алюминиевого сплава или листовой стали и крепится к головке через прокладку - резиновую или пробковую. Применение крышки обусловлено необходимостью обслуживания механизма ГРМ.

Крепление головки блока к блоку цилиндров
Любой двигатель - бензиновый или дизельный, построен на принципе сжатия топливной смеси в камере сгорания. Чтобы не происходила потеря компрессии, ГБЦ и блок цилиндров соединены между собой при помощи огнеупорной прокладки, которая, к тому же, предотвращает утечку масла и охлаждающей жидкости.

Если в процессе ремонта двигателя ГБЦ пришлось снять, прокладку обязательно меняют на новую, а процесс затяжки крепежных болтов или шпилек проводят в строго определенной последовательности. Затяжк производится с определенным усилием и в определенном порядке. Если затянуть болты слишком слабо, прокладка потеряет герметичность и будет выдавлена или прогорит. В результате охлаждающая жидкость может попасть в цилиндры, а моторное масло на внешнюю поверхность блока. Чтобы этого избежать, обычно рекомендуется затягивать болты крест-накрест, добиваясь равномерного прилегания поверхностей блока и головки друг к другу.
При нарушении герметичности прокладки головки блока цилиндров антифриз и масло могут попасть в камеру сгорания. Если такое случилось, эксплуатацию автомобиля следует немедленно остановить
Момент затяжки болтов или шпилек указан в руководстве по ремонту автомобиля. Чтобы соблюсти этот параметр, необходимо приобрести и использовать динамометрический ключ.
Характерные поломки головки блока цилиндров
Как правило, основное внимание при осмотре ГБЦ уделяется деталям газораспределительного механизма и степени их износа. Не меньшего внимания требуют прокладки ГБЦ и корпус головки. Участки, образующие верхний свод камеры сгорания, подвергаются высоким тепловым и механическим нагрузкам. Поэтому, со временем, в корпусе головки могут образовываться трещины.
Один из признаков нарушения герметичности процессов, происходящих в ГБЦ - появление запаха отработанного газа под капотом или следов моторного масла в охлаждающей жидкости. Возникновение в корпусе ГБЦ трещин приводит к потери компрессии, а это, в свою очередь, снижает способность к воспламенению топливной смеси, появляются пропуски в работе цилиндров, двигатель перегревается.
Запах выхлопных газов под капотом и в салоне может быть признаком нарушения герметичности прокладки между ГБЦ и блоком цилиндров
О появлении трещин в ГБЦ косвенно можно судить по внешнему виду выхлопных газов. Белый густой дым (а на самом деле, пар) часто является признаком попадания антифриза в камеру сгорания через трещину в головке.
В отличие от блока цилиндров, корпус головки не подлежит ремонту. В случае появления трещин ГБЦ приходится менять. Идеальный вариант замены - приобретение головки "в сборе", то есть с установленными клапанами и другими деталями клапанного механизма. Если же приобрести собранную ГБЦ по какой-то причине не удается, детали, извлеченные из старой головки, можно переставить в новую, предварительно отдефектовав.
blamper.ru