Шатун и все,что нужно о нем знать. Что такое шатун в двигателе
Шатун двигателя
Строительные машины и оборудование, справочник
Категория:
Устройство и работа двигателя
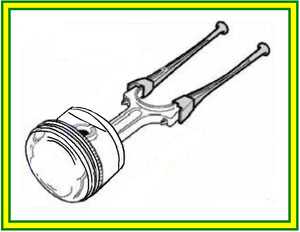
Шатун двигателяШатун передает усилие от поршня на коленчатый вал и вместе с валом преобразует возвратно-поступательное движение поршня во вращательное движение вала. Основными элементами шатуна (рис. 39, а) являются стержень, верхняя и нижняя головки.
Шатун изготовляют из углеродистой или специальной стали путем штамповки нагретых заготовок, после чего подвергают его механической и термической обработке (закалке и отпуску).
Стержень шатуна для увеличения прочности имеет двутавровое сечение. В случае принудительной смазки поршневого пальца в стержне шатуна высверливают канал.
Верхняя головка шатуна предназначена для установки поршневого пальца, соединяющего шатун с поршнем. При плавающем пальце головку изготовляют цельной и в нее запрессовывают одну или две бронзовые втулки. Для смазки трущейся поверхности в головке и втулках сделаны отверстия.
Нижняя головка шатуна служит для соединения его с шатунной шейкой коленчатого вала. Для возможности сборки с валом нижнюю головку шатуна делают разъемной. Крышку крепят к шатуну двумя шатунными болтами, изготовленными из специальной стали. Чтобы избежать ослабления крепления, гайки шатунных болтов стопорят при помощи шплинтов или стопорными шайбами.
Для уменьшения трения в соединении и износа шейки коленчатого вала в нижнюю головку шатуна устанавливают шатунный подшипник, выполненный в виде двух тонкостенных стальных вкладышей, залитых особым, снижающим трение антифрикционным сплавом — баббитом. Внутренняя поверхность вкладышей очень точно подогнана по шейкам вала и плотно охватывает их по всей поверхности.
От проворачивания и сдвигания вкладыши фиксируются в головке шатуна отогнутыми усиками 8, входящими в соответствующие пазы головки.
В случае применения тонкостенных вкладышей, точно охватывающих шейки вала с необходимым зазором и имеющих незначительную усадку антифрикционного слоя при длительной работе вследствие очень малой его толщины, обеспечивается высокая долговечность подшипника и шейки вала без существенных износов. Кроме того, при наличии вкладышей упрощается ремонт шатунных подшипников.
При небольшом износе шатунной шейки вала вкладыши заменяют вкладышами несколько большего размера без перешлифовки шейки вала, что облегчает и ускоряет ремонт; при большом износе шейки вала шлифуют и ставят в шатуны вкладыши соответствующего ремонтного размера.
Основание вкладышей изготовляют из малоуглеродистой стальной ленты толщиной 1—2 мм, на которую наплавляют тонкий слой баббита толщиной 0,2-0,4 мм.
Наибольшее применение имеет баббит на свинцовой основе с добавлением примесей, повышающих его качества. Так, широко применяется баббит марки СОС-6-6, содержащий5,5—-6,5% сурьмы, 5,5—6,5% олова, остальное свинец.
Такие вкладыши получили название биметаллических.
В целях дальнейшего повышения долговечности подшипников за последние годы стали применять триметаллические тонкостенные вкладыши. В таких вкладышах между стальным основанием и наружным слоем баббита имеется металлокерамический подслой, полученный путем спекания со стальным основанием медно-никелевого порошка при высокой температуре. В качестве антифрикционного сплава также применяют баббит СОС-6-6, который при заливке такой ленты проникает в поры ме-таллокерамического подслоя и очень прочно соединяется с основанием вкладыша. Это позволяет применять еще более тонкий слой баббита (0,1 мм), не опасаясь его выкрашивания под действием повышенной нагрузки, что значительно повысило долговечность таких подшипников.
В двигателях с V-об-разным расположением цилиндров нижние головки шатунов двух цилиндров, расположенных в одной поперечной плоскости, соединяют с одной общей шатунной шейкой вала. Это ограничивает ширину вкладышей шатунного подшипника, вследствие чего нагрузка на него возрастает. Для получения необходимой долговечности шатунных подшипников в V-образных двигателях начинают применять антифрикционные сплавы, обладающие еще большей нагрузочной способностью. Так, в двигателях ГАЗ для этой цели применяют алюминиевый сплав, содержащий 20% олова и 1% меди. Этот сплав наносится на стальную ленту основания вкладыша путем раскатки.
В дизелях шатуны делают особенно прочными и жесткими, так как они передают значительно большие усилия, чем шатуны в карбюраторных двигателях. Ввиду увеличения размеров нижней головки шатуна для возможности его выемки через цилиндр, нижняя головка в некоторых дизелях (четырехтактные дизели ЯМЗ) имеет косой разъем с ребристой поверхностью соприкосновения крышки с шатуном, что разгружает шатунные болты от возникающего на крышке бокового усилия. Стальные вкладыши шатунных подшипников у дизелей заливают свинцовистой бронзой, выдерживающей без разрушения большие нагрузки, чем баббит. Применяют также стале-алюминиевые вкладыши, изготовленные из биметаллической ленты, у которой со стальным основанием прочно соединен антифрикционный слой из алюминиево-сурмянисто-медного сплава АСМ.
Для обеспечения хорошей уравновешенности двигателя шатуны, так же как и поршневую группу, для данного двигателя подбирают одинакового веса и с соответствующим распределением веса между нижней и верхней головками. Чтобы правильно собрать шатун с поршнем и установить его в двигателе в надлежащем положении, на шатуне делают соответствующие метки. На нижней головке шатуна и на крышке обычно выбивают порядковый номер шатуна.
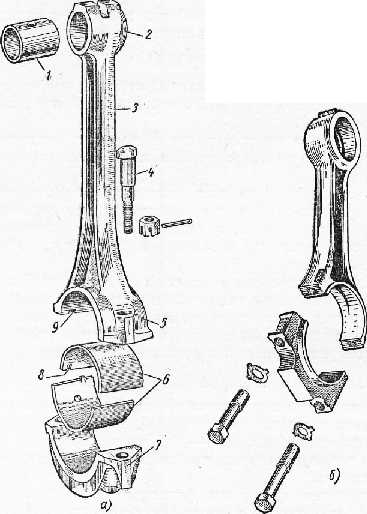
Рис. 1. Конструкция шатунов
Читать далее: Коленчатый вал двигателя
Категория: - Устройство и работа двигателя
Главная → Справочник → Статьи → Форум
stroy-technics.ru
|
Шатун служит связующим звеном между поршнем и кривошипом коленчатого вала. Так как поршень совершает прямолинейное возвратно-поступательное движение, а коленчатый вал — вращательное, то шатун совершает сложное движение и подвергается действию знакопеременных, носящих ударный характер нагрузок от газовых сил и сил инерции. Шатуны автомобильных массовых двигателей изготовляют методом горячей штамповки из среднеуглеродистых сталей марок: 40, 45, марганцевистой 45Г2, а в особенно напряженных двигателях из хромо-никелевой 40ХН, хромо-молибденовой улучшенной ЗОХМА и других легированных качественных сталей. Общий вид шатуна в сборе с поршнем и элементы его конструкции показаны на рис. 1. Основными элементами шатуна являются: стержень 4, верхняя 14 и нижняя 8 головки. В комплект шатуна входят также: подшипниковая втулка 13 верхней головки, вкладыши 12 нижней головки, шатунные болты 7 с гайками 11 и шплинтами 10.
Рис. 1. Шатунно-поршневая группа в сборе с гильзой цилиндра; элементы конструкции шатуна: 1 — поршень; 2 — гильза цилиндра; 3 — уплотнительные резиновые кольца; 4 — стержень шатуна; 5 — запорное кольцо; б — поршневой палец; 7 — шатунный болт; 8 — нижняя головка шатуна; 9— крышка нижней головки шатуна; 10 — шплинт; 11 — гайка шатунного болта; 12 — вкладыши нижней головки шатуна; 13 — втулка верхней головки шатуна; 14 — верхняя головка шатуна Стержень шатуна, подверженный продольному изгибу, чаще всего имеет двутавровое сечение, но применяют иногда крестообразные, круглые, трубчатые и Другие профили (рис. 2). Наиболее рациональными являются двутавровые стержни, обладающие большой жесткостью при малом весе. Крестообразные профили нуждаются в более развитых головках шатуна, что приводит к переутяжелению его. Круглые профили отличаются простой геометрией, но требуют повышенного качества механической обработки, так как наличие у них следов обработки приводит к увеличению местной концентрации напряжений и возможной поломке шатуна. Для массового автомобильного производства удобными и наиболее приемлемыми являются стержни двутаврового сечения. Площадь поперечного сечения стержня обычно имеет переменную величину, причем минимальное сечение находится у верхней головки 14, а максимальное — у нижней головки 8 (см. рис. 1). Это обеспечивает необходимую плавность перехода от стержня к нижней головке и способствует повышению общей жесткости шатуна. С этой же целью и для уменьшения габаритов и веса шатунов
Рис. 2. Профили стержня шатуна: а) двутавровый; б) крестообразный; в) трубчатый; г) круглый в быстроходных двигателях автомобильного типа обе головки, как правило, отковываются за одно целое со стержнем. Верхняя головка обычно имеет форму, близкую к цилиндрической, но особенности ее конструкции в каждом конкретном случае
выбираются в зависимости от методов фиксации поршневого пальца и его смазки. Если поршневой палец закрепляется в поршневой головке шатуна, то ее делают с разрезом, как показано на рис. 3, а. Под действием стяжного болта стенки головки несколько деформируются и обеспечивают глухую затяжку поршневого пальца. Головка при этом не работает на износ и выполняется с относительно небольшой длиной, равной примерно ширине наружной полки стержня шатуна. С точки зрения выполнения монтажно-демонтажных работ предпочтительнее боковые разрезы, но использование их приводит к определенному увеличению размеров и веса головкиу Верхние головки с креплением в них поршневых пальцев применялись на шатунах старых моделей рядных двигателей ЗИЛ, например, на 5 и 101 моделях. При других методах фиксации поршневых пальцев в верхнюю головку шатуна в качестве подшипника запрессовывают втулки из оловянистой бронзы с толщиной стенок от 0,8 до 2,5 мм (см. рис. 3, б, в, г). Тонкостенные втулки изготовляют свертными из листовой бронзы и обрабатывают под заданный размер поршневого пальца после запрессовки в головку шатуна. Свертные втулки применяют на всех двигателях автомобилей ГАЗ, ЗИЛ-130, МЗМА и др. Втулки верхней головки шатунов смазывают разбрызгиванием или под давлением. В автомобильных двигателях широкое распространение получила смазка разбрызгиванием. Капельки масла при такой простейшей системе смазки попадают в головку через одно или несколько больших с широкими фасками на входе масло-улавливающих отверстий (см. рис. 3, б) или через глубокую прорезь, сделанную фрезой со стороны, противоположной стержню. Подачу масла под давлением применяют только в двигателях, работающих с повышенной нагрузкой на поршневые пальцы. Масло подводится из общей системы смазки через канал, просверленный в стержне шатуна (см. рис. 3, б), или по специальной трубке, устанавливаемой на стержне шатуна. Смазка под давлением применяется в двух- и четырехтактных дизелях ЯМЗ. Двухтактные дизели ЯМЗ, работающие со струйным охлаждением днища поршней, имеют на верхней головке шатуна специальные форсунки для подачи и распыливания масла (см. рис. 3, г). Малая головка шатуна снабжается здесь двумя толстостенными литыми бронзовыми втулками, между которыми образуется кольцевой канал для подвода масла к форсунке-распылителю из канала в стержне шатуна. Для более равномерного распределения смазочного масла на поверхностях трения втулок нарезаются спиральные канавки, а дозирование масла осуществляют с помощью калиброванного отверстия в пробочке 5, которую запрессовывают в канал стержня шатуна, как показано на рис. 4, б. Нижние головки шатунов двигателей автомобильного и тракторного типов обычно делают разъемными, с упрочняющими приливами и ребрами жесткости. Типичная конструкция разъемной головки показана на рис. 1. Основная ее половина откована совместно со стержнем 4, а отъемная половина 9, называемая крышкой нижней головки, или просто крышкой шатуна, скрепляется с основной двумя шатунными болтами 7. Иногда крышка крепится четырьмя и даже шестью болтами или шпильками. Отверстие в большой головке шатуна обрабатывают в собранном состоянии с крышкой (см. рис. 4), поэтому ее нельзя переставлять на другой шатун или изменять принятое положение на 180° относительно шатуна, с которым она была спарена до расточки. Чтобы предотвратить возможную путаницу на основной половине головки и на крышке, у плоскости их разъема выбивают порядковые номера, соответствующие номеру цилиндра. При сборке кривошипно-шатунного механизма надо следить за правильной постановкой шатунов на место, строго руководствуясь инструкцией завода-изготовителя.
Рис. 4. Нижняя головка шатуна: а) с прямым разъемом; б) с косым разъемом; 1 — половина головки, отковываемая совместно со стержнем 7; 2 — крышка головки; 3 — болт шатуна; 4 — треугольные шлицы; 5 — втулочка с калиброванным отверстием; 6 — канал в стержне для подвода масла к поршневому пальцу Для двигателей автомобильного типа с характерной совместной отливкой цилиндра и картера в одном блоке и Ессбще при наличии блок-картерной отливки остова двигателя желательно, чтсбы большая головка шатуна свободно проходила через цилиндры и не затрудняла выполнение монтажно-демонтажных работ. Когда габариты этой головки развиты так, что она не проходит в отверстие цилиндровой гильзы 2 (см. рис. 1), то комплект шатуна в сборе с поршнем 1 (см. рис. 1) можно свободно установить на место только при снятом коленчатом вале, что создает крайние неудобства при ремонте (Иногда поршень без уплотнительных колец, но собранный с шатуном удается просунуть за смонтированный коленчатый вал и вставить его в цилиндр со стороны картера (или, наоборот, вынуть из цилиндра через картер), а потом завершать сборку поршневой группы и шатуна, затрачивая на все это непроизводительно много времени). Поэтому развитые нижние головки выполняют с косым разъемом, как сделано это в дизеле ЯМЗ-236 (см. рис. 4, б). Плоскость косого разъема головки обычно располагают под углом 45° к продольной оси стержня шатуна (в отдельных случаях возможен угол разъема 30 или 60°). Габариты таких головок после удаления крышки резко уменьшаются. При косом разъеме крышки чаще всего крепятся болтами, которые ввертываются в основную половину головки. Реже для этой цели применяют шпильки. В отличие от нормальных разъемов, выполняемых под углом 90° к оси стержня шатуна (см. рис. 4, а), косые разъемы головок (см. рис. 4, б) позволяют несколько разгружать шатунные болты от разрывающих усилий, а возникающие при этом боковые усилия воспринимаются буртиками крышки или треугольными шлицами, сделанными на стыкующихся поверхностях головки. У разъемов (нормальных или косых), а также под опорными плоскостями шатунных болтов и гаек стенки нижней головки обычно снабжают упрочняющими приливами и утолщениями. В головках автомобильных шатунов с нормальной плоскостью разъема в подавляющем большинстве случаев шатунные болты одновременно являются установочными, точно фиксирующими положение крышки относительно шатуна. Такие болты и отверстия под них в головке обрабатывают с высокой чистотой и точностью, как установочные штифты или втулки. Шатунные болты или шпильки являются исключительно ответственными деталями. Обрыв их связан с аварийными последствиями, поэтому они изготовляются из высококачественных легированных сталей с плавными переходами между элементами конструкции и подвергаются термообработке. Стержни болтов выполняются иногда с проточками в местах перехода к резьбовой части и около головок. Проточки делают без подрезов с диаметром, равным примерно внутреннему диаметру резьбы болта (см. рис. 1 и 4). Шатунные болты и гайки к ним у ЗИЛ-130 и некоторых других автомобильных двигателей изготовляются из хромо-никелевой стали марки 40ХН. Применяются для этих целей также стали 40Х, 35ХМА и аналогичные им материалы. Чтобы предотвратить возможное проворачивание шатунных болтов при затягивании гаек, их головки делают с вертикальным срезом, а в зоне сопряжения кривошипной головки шатуна со стержнем выфрезеровывают площадки или углубления с вертикальным уступом, удерживающим болты от проворачивания (см. рис. 1 и 4). В тракторных и других двигателях шатунные болты фиксируются иногда специальными штифтами. С целью уменьшения габаритов и веса головки шатунов болты размещают по возможности ближе к отверстиям под вкладыши. Допускаются даже небольшие выемки в стенках вкладышей, предназначенные для прохода шатунных болтов. Затяжка шатунных болтов строго нормируется и контролируется с помощью специальных динамометрических ключей. Так, в двигателях ЗМЗ-66, ЗМЗ-21 момент затяжки составляет 6,8—7,5 кГ·м (≈68—75 н-м), в двигателе ЗИЛ-130 — 7—8кГ·м (≈70—80 н-м), а в двигателях ЯМЗ — 16—18 кГ·м (≈160—180 н-м). После затяжки корончатые гайки тщательно шплинтуются, а обычные (без прорезей под шплинты) фиксируются каким-либо другим способом (специальными контргайками, отштампованными из тонкой листовой стали, замковыми шайбами и т. д.). Чрезмерная затяжка шатунных болтов или шпилек недопустима, гак как может привести к опасной вытяжке у них резьбы. Нижние головки шатунов автомобильных двигателей обычно снабжаются подшипниками скольжения, для которых применяют сплавы, обладающие высокими антифрикционными свойствами и необходимой механической стойкостью. Только в редких случаях применяют подшипники качения, причем наружными и внутренними обоймами (кольцами) для их роликов служат сама головка шатуна и шейка вала. Головка в этих случаях делается неразъемной, а коленчатый вал — составным или разборным. Так как вместе с изношенным роликовым подшипником приходится иногда заменять весь шатунно-кривошипный узел, то широкое применение подшипники качения находят лишь в сравнительно дешевых двигателях мотоциклетного типа. Из антифрикционных подшипниковых сплавов в двигателях внутреннего сгорания чаще всего применяют баббиты на оловянной или свинцовой основах, алюминиевые высокооловянистые сплавы и свинцовистую бронзу. На оловянной основе в автомобильных двигателях применяют сплав баббит Б-83, содержащий 83% олова. Это качественный, но довольно дорогой подшипниковый сплав. Более дешевым является сплав на свинцовой основе СОС-6-6, содержащий по 5—6% сурьмы и олова, остальное — свинец. Его называют также малосурьмянистым сплавом. Он обладает хорошими антифрикционными и механическими свойствами, стоек против коррозии, отлично прирабатывается и по сравнению со сплавом Б-83 способствует меньшему износу шеек коленчатого вала. Сплав СОС-6-6 применяется для большинства отечественных карбюраторных двигателей (ЗИЛ, МЗМА и др.). В двигателях с повышенными нагрузками па шатунные подшипники применяют высокооловянистый алюминиевый сплав, содержащий 20% олова, 1% меди, остальное — алюминий. Такой сплав используется, например, для подшипников V-образных двигателей ЗМЗ-53, ЗМЗ-66 и др. Для шатунных подшипников дизелей, работающих с особенно высокими нагрузками, применяют свинцовистую бронзу Бр.С-30, содержащую 30% свинца. Как подшипниковый материал, свинцовистая бронза обладает повышенными механическими свойствами, но сравнительно плохо прирабатывается и подвержена коррозии под воздействием кислотных соединений, накапливающихся в масле. При использовании свинцовистой бронзы картерное масло должно содержать поэтому специальные присадки, предохраняющие подшипники от разрушения. В старых моделях двигателей антифрикционный сплав заливали непосредственно по основному металлу головки, как говорилось «по телу». Заливка по телу не оказывала заметного влияния на габариты и вес головки. Хорошо обеспечивала отвод тепла от шатунной шейки вала, но так как толщина слоя заливки составляла более 1 мм, то в процессе работы вместе с износом сказывалась заметная усадка антифрикционного сплава, вследствие чего относительно быстро увеличивались зазоры в подшипниках и возникали стуки. Чтобы устранить или предупредить стуки подшипников, их периодически приходилось подтягивать, т. е. устранять излишне большие зазоры за счет уменьшения числа тонких латунных прокладок, которые с этой целью (около 5 штук) ставились в разъем нижней головки шатуна. Метод заливки по телу в современных быстроходных транспортных двигателях не применяется. Нижние головки их снабжаются сменными взаимозаменяемыми вкладышами, форма которых точно соответствует цилиндру, состоящему из двух половин (полуколец). Общий вид вкладышей показан на рис. 1. Два вкладыша 12, поставленные в головку, образуют ее подшипник. Вкладыши имеют стальную, реже бронзовую, основу, с нанесенным на пей слоем антифрикционного сплава. Различают вкладыши толстостенные и тонкостенные. Вкладыши несколько увеличивают габариты и вес нижней головки шатуна, особенно толстостенные, имеющие толщину стенок более 3—4 мм. Поэтому последние применяются только для сравнительно тихоходных двигателей. Шатуны быстроходных автомобильных двигателей, как правило, снабжаются тонкостенными вкладышами, выполненными из стальной ленты толщиной 1,5—2,0 мм, покрытой антифрикционным сплавом, слой которого составляет всего 0,2—0,4 мм. Такие двухслойные вкладыши называются биметаллическими. Они применяются на большинстве отечественных карбюраторных двигателей. В настоящее время получили распространение трехслойные так называемые триметаллические тонкостенные вкладыши, у которых на стальную ленту сначала наносится подслой, а потом уже антифрикционный сплав. Триметаллические вкладыши толщиной 2 мм применяются, например, для шатунов двигателя ЗИЛ-130. На стальную ленту таких вкладышей наносится медно-никелевый подслой, покрытый малосурьмянистым сплавом СОС-6-6. Трехслойные вкладыши применяются также для шатунных подшипников дизелей. Слой свинцовистой бронзы, толщина которого обычно составляет 0t3—0,7 мм, сверху покрывают еще тонким слоем свинцово-оловянистого сплава, что улучшает прирабатываемость вкладышей и предохраняет их от коррозии. Трехслойные вкладыши допускают большие удельные давления на подшипники, чем биметаллические. Гнездам под вкладыши и самим вкладышам придают строго цилиндрическую форму, а поверхности их обрабатывают с высокой точностью и чистотой, обеспечивая полную взаимозаменяемость для данного двигателя, что значительно упрощает ремонт. Подшипники с тонкостенными вкладышами не нуждаются в периодической подтяжке, так как имеют малую толщину антифрикционного слоя, не дающего усадки. Они ставятся без регулировочных прокладок, а изношенные заменяются новым комплектом. С целью получения надежного прилегания вкладышей и улучшения их контакта со стенками головки шатуна они изготовляются так, чтобы при затягивании шатунных болтов обеспечивался небольшой гарантированный натяг. От проворачивания тонкостенные вкладыши удерживаются фиксирующим усом, который отгибается у одной из кромок вкладыша. Фиксирующий ус входит в специальную пазовую канавку, выфрезерованную в стенке головки у разъема (см. рис. 4). Вкладыши с толщиной стенок 3 мм и более толстые, фиксируются штифтами (дизели В-2, ЯМЗ-204 и др.). Шатунные подшипниковые вкладыши современных автомобильных двигателей смазываются маслом, поступающим под давлением через сверление в кривошипе из общей системы смазки двигателя. Для поддержания давления в смазочном слое и увеличения его несущей способности рабочую поверхность шатунных вкладышей рекомендуется выполнять без маслораспределительных дуговых или продольных сквозных канавок. Диаметральный зазор между вкладышами и шатунной шейкой вала обычно составляет 0 025— 0,08 мм. В тронковых двигателях внутреннего сгорания применяют шатуны двух типов: одинарные и сочлененные. Одинарные шатуны, конструкция которых подробно рассматривалась выше, получили большое распространение. Они применяются во всех однорядных двигателях и широко используются в двухрядных автомобильных двигателях. В последнем случае на каждую кривошипную шейку вала рядом друг с другом устанавливают два обычных одинарных шатуна. Вследствие этого один ряд цилиндров смещается относительно другого вдоль оси вала на величину, равную ширине нижней головки шатуна. Чтобы уменьшить такое смещение цилиндров, нижнюю головку изготовляют с возможно меньшей шириной, а иногда шатуны выполняют с асимметричным стержнем. Так, в V-образных двигателях автомобилей ГАЗ-53, ГАЗ-66 стержни шатунов смещены относительно оси симметрии нижних головок на 1 мм. Смещение осей цилиндров левого блока относительно правого составляет в них 24 мм. Использование обычных одинарных шатунов в двухрядных двигателях приводит к увеличению длины шатунной шейки вала и общей длины двигателя, но в целом такая конструкция является самой простой и экономически целесообразной. Шатуны имеют одинаковую конструкцию, создаются и одинаковые условия работы для всех цилиндров двигателя. Шатуны можно полностью унифицировать также с шатунами однорядных двигателей. Сочлененные шатунные узлы представляют единую конструкцию, состоящую из двух спаренных между собой шатунов. Их обычно используют в многорядных двигателях. По характерным признакам конструкции различают вильчатые, или центральные, и конструкции с прицепным шатуном (рис. 5).
Рис. 5. Сочлененные шатуны: а) вильчатой конструкции, б) с прицепным шатуном У вильчатых шатунов (см. рис. 5, а), используемых иногда в двухрядных двигателях, оси больших головок совпадают с осью шейки вала, в связи с чем их называют также центральными. Большая головка главного шатуна 1 имеет вильчатую конструкцию; а головка вспомогательного шатуна 2 устанавливается в развилку главного шатуна. Его называют поэтому внутренним, или средним, шатуном. Оба шатуна имеют разъемные нижние головки и снабжаются общими для них вкладышами 3, которые от проворачивания чаще всего фиксируются штифтами, расположенными в крышках 4 вильчатой головки. У зафиксированных таким образом вкладышей внутренняя поверхность, соприкасающаяся с шейкой вала, полностью покрывается антифрикционным сплавом, а наружная — только в средней части, т. е. в зоне размещения вспомогательного шатуна. Если вкладыши не фиксируются от проворачивания, то поверхности их с обеих сторон полностью покрываются антифрикционным сплавом. В этом случае вкладыши изнашиваются более равномерно. Центральные шатуны обеспечивают одинаковую величину хода поршней во всех цилиндрах V-образного двигателя, как и обычные одинарные шатуны. Однако комплект их довольно сложен в производстве, а вилке не всегда удается придать нужную жесткость. Конструкции с прицепным шатуном проще в производстве и обладают надежной жесткостью. Примером такой конструкции может служить шатунный узел дизеля В-2, показанный на рис. 5, б. Он состоит из главного 1 и вспомогательного прицепного 3 шатунов. Главный шатун имеет верхнюю головку и двутавровый стержень обычной конструкции. Нижняя его головка снабжена тонкостенными вкладышами, залитыми свинцовистой бронзой, и выполнена с косым разъемом относительно стержня главного шатуна; иначе ее нельзя скомпоновать, так как под углом 67° к оси стержня на ней размещают две проушины 4, предназначенные для крепления прицепного шатуна 3. Крышка главного шатуна крепится шестью шпильками 6, завернутыми в тело шатуна, причем от возможного проворачивания они фиксируются штифтами 5. Прицепной шатун 3 имеет двутавровое сечение стержня; обе головки его неразъемны и поскольку условия их работы аналогичны, то они снабжены бронзовыми подшипниковыми втулками. Сочленение прицепного шатуна с главным осуществляется при помощи полого пальца 2, закрепленного в проушинах 4. В конструкциях V-образных двигателей с прицепным шатуном последний располагают относительно стержня главного шатуна справа по вращению вала, чтобы уменьшить боковое давление на стенки цилиндра. Если при этом угол между осями отверстий в проушинах крепления прицепного шатуна и стержня главного шатуна больше угла развала между осями цилиндров, то ход поршня прицепного шатуна будет больше хода поршня главного шатуна. Объясняется это тем, что нижняя головка прицепного шатуна описывает не окружность, как головка главного шатуна, а эллипс, большая ось которого совпадает с направлением оси цилиндра, поэтому у поршня прицепного шатуна 5 > 2г, где 5 — величина хода поршня, а г — радиус кривошипа. Например, у дизеля В-2 оси цилиндров расположены под углом 60°, а оси отверстий в проушинах 4 пальца нижней (большой) головки прицепного шатуна и стержня главного шатуна — под углом 67°, вследствие чего разница в величине хода поршней составляет в нем 6,7 мм. Сочлененные шатуны с прицепивши и особенно с вильчатыми конструкциями кривошипных готовок вследствие относительной их сложности в двухрядных автомобильных двигателях применяются очень редко. Наоборот, использование прицепных шатунов в звездообразных двигателях является необходимостью. Большая (нижняя) головка главного шатуна в звездообразных двигателях выполняется неразъемной. При сборке автомобильных и других быстроходных двигателей шатуны подбирают из условий, чтобы комплект их имел минимальную разницу в весе. Так, в двигателях автомобилей «Волга», ГАЗ-66 и ряде других верхняя и нижняя головки шатунов подгоняются по весу с отклонением ±2 г, т. е. в пределах 4 г (≈0,04 н). Следовательно, общая разница в весе шатунов не превышает у них 8 г (≈0,08 н). Лишний металл обычно снимают с бобышэк-приливов, крышки шатуна и верхней головки. При отсутствии у верхней головки специального прилива вес подгоняют обтачиванием ее с обеих сторон, как, например, в двигателе ЗМЗ-21. Отклонения от весовых показателей, принятых для шатунно-поршневой группы, не допускаются, так как это нарушает уравновешенность двигателя.
Источник: Райков И.Я., Рытвинский Г.Н. Двигатели внутреннего сгорания, 1971 г. Newer news items: Older news items: |


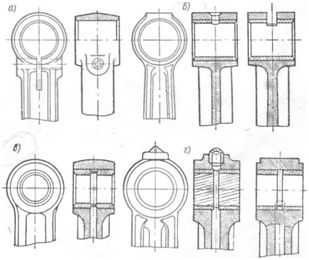 Рис. 3. Верхняя головка шатуна
Рис. 3. Верхняя головка шатуна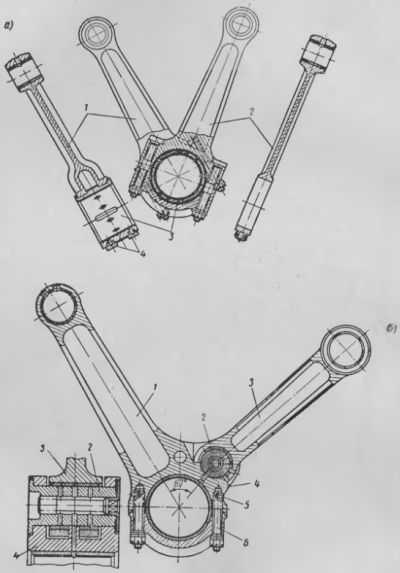
azbukadvs.ru
Двигателист
Конструкция
Шатуные механизмы V-образных двигателей
Среди шатунных механизмов для V-образных двигателей выделяют: шатунные механизмы с прицепным шатуном, срядом стоящими шатунами ,и с центральным и вильчатым шатуном. Расмотрим их подробнее.
Шатунный механизм с рядом стоящими шатунами
шатунный механизм с рядом стоящими шатунами
Этот механизм наиболее прост в конструктивном отношении практически это два шатуна установленные на одну шатунную шейку. Эта конструкция имеет определенные недостатки: повышенную длину шатунной шейки из-за установки на ней сразу двух шатунов, смещение цилиндров правого и левого ряда относительно друг друга в продольном направлении(несимметричность). Отсюда вытекает увеличенный продольный габарит такого двигателя. Следствием того что шатунная шейка удлиняется является падение ее жесткости (при неизменном диаметре). Но всетаки достоинства у не более весомы: конструктивная простота, идентичность кинематики а следовательно и индикаторных процессов главного(или левого) и бокового(правого) цилиндра. Также следует отметить что такой шатунный механизм способен воспринимать большие нагрузки, что немало важно в связи с увеличением максимального давления сгорания во всех современных дизелях. Примером тому служит, то что во всех новых перспективных моделях уже даже тепловозных дизелей (на автомобильных V- образных двигателях применяется только эта схема) таких фирм как MAN, MTU, GE, GM, Caterpillar, Vartsila и др. применяется именно такая схема. Рост максимального давления сгорания позволяеет добиться лучшей экономичности дизелей (один из наиболее действенных способов), что и обеспечивает шатунный механизм с рядом стоящими шатунами c нужными прочностными показателями и требуемой жесткостью.
Шатунный механизм с прицепным шатуном
шатунный механизм с прицепным шатуном
Индикаторный процесс в главном и прицепном шатунах разняться из-за разной кинематики шатунно-поршневой группы(ШПГ). Из-за разной кинематики степени сжатия прицепного и главного цилиндров разняться - обычно стараются сделать так чтобы в прицепном цилиндре степень сжатия была меньше чем в главном (например двигатель Д49), но есть и обратные примеры (известный танковый дизель В-2). Следовательно и мощность снимаемая с главных и прицепных шатунов разнятся. Кинематика (а следовательно индикаторный процесс в цилиндре) прицепного шатуна приближается к кинематике главного шатуна при уменьшении радиуса прицепа, но из-за конструктивных соображений это сложно сделать, так необходимо обеспечить прочность и жесткость соединения пальца прицепа и прицепной проушины. Главным преимуществом этой схемы является компактность - ширина кривошипной головки главного шатуна меньше чем ширина 2-х кривошипных головок при рядом стоящих шатунах, отсюда и длина шатунной шейки получается меньшей и сама она испытывает меньшие нагрузки. Отсюда следует и то что двигатель получается короче. На отметить и то что жесткость кривошипной головки шатуна получается в таких двигателях высокой, что положительно сказывается на работе соединения шатун - коленчатый вал.
Шатунный механизм с центральным и вильчатым шатуном
шатунный механизм с центральным и вильчатым шатуном
Этот механизм одно время предполагалось использовать на среднеоборотных дизелях ввиду его компактности как альтернатива механизму с прицепным шатуном и срядом стоящими шатунами, но дальше опытных разработок это дело не пошло. Он обеспечивает одинаковую кинематику движения поршней правого и левого рядов цилиндров. По сравнению с рядом стоящими шатунами обеспечивается меньший продольный размер двигателя. Этот механизм имеет очень существенный недостаток - низкую жесткость кривошипной головки. Он также сложен в изготовлении (вильчатый шатун).
+: 1) лучшая возможность организации работы шатунного подшипника
2) отсутствие напряженного прицепного соединения при сохранении габаритных преимуществ прицепной конструкции.
-: 1) трудности с решением проблемы прочности нижней головки
2) ажурность вильчатой конструкции и ее напряженность требуют высококачественных сталей и высокого уровня технологий.
dvigatelist.narod.ru
Шатун и все,что нужно о нем знать.
Шатун – это соединительная деталь между коленвалом и поршнем, основное назначение которой является преобразование поступательных движений поршня внутри цилиндра во вращательные движения коленчатого вала, с которого вращение передается на колеса автомобиля через трансмиссию.
Материалы для производства шатунов
Шатуны производятся двумя способами — штамповкой из высокопрочной стали или литьем из чугуна. В дизелях применяются шатуны, изготовленные из легированной стали методом ковки или горячей штамповки.
В некоторых видах бензиновых двигателей устанавливаются шатуны, производимые из порошкообразных металлов методом спекания.
Из-за напряженных условий работы данная деталь КШМ должна отличаться надежностью, долговечностью и износостойкостью.
Особое внимание уделяется не только изготовлению шатунов, но и болтов крепления. Для производства болтов используются легированные виды стали, обладающие высоким коэффициентом текучести, что в несколько раз выше, чем у высокоуглеродистых сталей.
Стержень шатуна
У большинства производителей автомобилей, ориентированных на массовый рынок, стержень шатуна расширяется к его нижней головке и имеет двутавровую форму. У дизельных двигателей шатуны более массивны и прочны, чем у бензиновых двигателей. Некоторые двигатели оснащаются шатунами и других форм, к примеру, в спортивных авто, в которых имеются алюминиевые шатуны. Обычно, стержень шатуна имеет внутренний просверленный канал для подачи масла в верхнюю головку.
Иногда, этот канал также ведёт и к нижней головке, откуда масло разбрызгивается в полости цилиндра и поршня. Все шатуны двигателя должны иметь одинаковый вес, чтобы вибрации от двигателя были минимальными. Кроме того, совпадать должен не только вес всего шатуна, но и вес верхних головок и нижних головок. Для достижения одинакового веса используют очень точные весы, а потом подгоняют вес по самому лёгкому шатуну, аккуратно снимая часть металла с бобышек (металлические наплывы на поверхности шатунов) на головках и на стержне шатуна.

Строение шатуна
Шатун имеет простое устройство, которое состоит из следующих элементов:
- стержня;
- поршневой головки;
- кривошипной головки.
Стержень представляет собой составной элемент шатуна, имеющий преимущественно двутавровое сечение. Некоторые модели имеют круглое, крестообразное, Н-образное или прямоугольное сечение шатунного стержня. В стержне присутствует канал, предназначенный для транспортировки масла к подшипнику головки поршня.
поршневая головка — это проушина с цельной структурой, внутри которой расположена втулка. Втулка представляет собой скользящий подшипник, предназначенный для вращения пальца поршня. Материал изготовления втулки: бронза или сталь с оловом или свинцом. Структура поршневой головки зависит от размера поршневого пальца, а также от метода его крепления. Для того, чтобы уменьшить вес шатуна и, как следствие, нагрузку на поршневой палец, на некоторых автомобильных двигателях устанавливают шатуны с поршневой головкой в виде трапеции.
Кривошипная головка — механизм, предназначенный для соединения шатуна и коленчатого вала друг с другом. Большая часть шатунов оснащена разъемной кривошипной головкой, это объясняется способом сборки двигателя внутреннего сгорания. Крышка головки, расположенная в нижней части, прикрепляется болтами к шатуну. Иногда применяют бандажное или штифтовое крепление составных элементов головки. Разъем кривошипной головки бывает двух видов: прямой (расположен под углом 90 градусов относительно оси стержня), косой (под определенным углом к оси). Косой разъем используется для уменьшения размеров двигателя V-образной формы.
Профилированные стыковые поверхности головки обеспечивают препятствие при воздействии поперечных сил. При этом соединение может быть замковым или зубчатым. Самым современным и популярным является соединение, изготовленное методом раскалывания. Оно называется сплит-разъемом.
Внутри кривошипной головки шатуна расположен подшипник, который состоит из двух многослойных вкладышей. Количество слоев может варьироваться от двух до пяти в каждом. Наиболее широко используются вкладыши из двух и трех слоев. Двухслойный вкладыш изготовлен из стали с антифрикционной поверхностью. Трехслойный также состоит из стали, а антифрикционное покрытие разделяется специальной прокладкой. 
Снятие и установка шатунно-поршневой группы
Снятие
Отдельно снять шатун с двигателя не получится, это возможно сделать только в сборе с установленным на шатун поршнем в сборе с пальцем и поршневыми кольцами. В некоторых случаях можно снять шатунно-поршневую группу без снятия двигателя с автомобиля. Иногда это выгодно в целях экономии времени, но всё же для обеспечения необходимой для проведения этого ремонта чистоты, без которой качественно выполнить ремонт затруднительно, лучше подобный ремонт выполнять на снятом двигателе. Тем более, что для выполнения этого ремонта всё равно придётся снимать головку блока цилиндров и масляный поддон двигателя. А при снятии головки блока цилиндров всё равно придётся снимать или отсоединять большинство жгутов проводов и вакуумных трубок.
Перед снятием шатунно-поршневой группы, следуя указаниям Руководства по ремонту автомобиля, снимите головку блока цилиндров и масляный поддон двигателя. Как снимать шатунно-поршневую группу обычно подробно описывается в Руководстве по ремонту автомобиля. Тут даются просто некоторые замечания, которые не всегда присутствуют в руководстве.
Перед откручиванием гаек (болтов) крепления крышки шатуна определите место нахождения меток, указывающих в какой цилиндр устанавливается данный шатун с поршнем и направление установки крышки относительно шатуна. Если подобные метки не обнаружены, что бывает крайне редко, нанесите их самостоятельно удобным способом. Несмотря на то, что крышка шатуна крепится всего двумя гайками (болтами), откручивайте гайки постепенно и поочерёдно. При чем при первом ослаблении затяжки гайки гайку допускается повернуть не более чем на ¼ оборота, а лучше меньше. После откручивания гаек снимите крышку шатуна. Примете меры, исключающие падение вкладыша из крышки шатуна. Шатунные болты изготавливаются из очень прочной стали, поэтому для уменьшения вероятности повреждения полированной поверхности шатунной шейки коленчатого вала и поверхности стенок цилиндров на шатунные болты необходимо установить специальные защитные и направляющие приспособления. При отсутствии подобных приспособлений, что бывает чаще всего, наденьте на болты куски шлангов из мягкого материала подходящего диаметра.
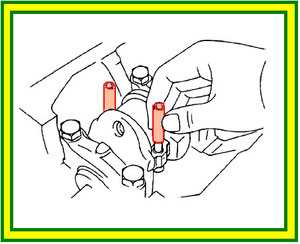
Для извлечения поршня из цилиндра установите коленчатый вал так, чтобы ось шатунной шейки совпала с продольной осью цилиндра. Примите меры предосторожности, исключающие падение поршня в сборе с шатуном. Поддерживая поршень снизу, лёгкими ударами деревянной ручки молотка по шатуну или болтам извлеките поршень из отверстия цилиндра.
Укладывайте все снятые детали так, чтобы была возможность установки этих деталей на то место, где они стояли до снятия. Это относится также к гайкам или вкладышам, даже если принято решение о замене вкладышей. По состоянию вкладышей можно определить некоторые неисправности двигателя. Укладывайте снятые детали только на чистую поверхность.
Проведите тщательный осмотр и необходимую дефектовку всех снятых деталей.
Соедините шатун с поршнем при помощи поршневого пальца и установите на поршень поршневые кольца. Некоторые советы по установке этих деталей даны в соответствующих статьях. Одновременно соберите все шатунно-поршневые группы двигателя.
Ещё раз проверьте, что замки поршневых колец установлены в соответствии с указаниями в Руководстве, а в случае отсутствия таких указаний установите замки соответствии с рекомендациями, данными в главе «Установка поршневых колец».
Обильно смажьте поршень, поршневые кольца и стенки цилиндров чистым моторным маслом. Смажьте внутреннюю поверхность специального приспособления для сжатия поршневых колец
Установите на поршень специальное приспособление и сожмите кольца. Иногда необходимо слегка обстучать приспособление молотком с пластмассовым бойком.
Установите на болты крышки крепления шатуна защитные приспособления или наденьте на болты отрезки шлангов. Осторожно вставьте шатун в отверстие цилиндра. Шатун с поршнем допускается устанавливать только в одном направлении, обычно направление установки указывается специальной меткой на днище поршня. Опустите поршень в цилиндр, пока специальное приспособление не коснётся поверхности блока цилиндров. Прижмите приспособление к поверхности блока цилиндров и нанесите несколько очень лёгких ударов торцом деревянной ручки молотка по всей окружности верхней кромки приспособления. Прижимая приспособление к поверхности блока цилиндров, лёгкими равномерными ударами деревянной ручки молотка, переместите поршень в отверстие цилиндра.
Выровняйте шатун относительно шейки коленчатого вала. Тщательно протрите поверхность шатуна, на которую устанавливается вкладыш подшипника. Убедитесь в идеальной чистоте этой поверхности. Осторожно установите в шатун ранее подобранный для этого цилиндра верхний вкладыш шатунного подшипника. Верхний вкладыш может отличаться от нижнего отсутствием канавки для масла. Верхний или нижний вкладыш определяется для нормального положения двигателя, поскольку при установке подсоединении шатуна на снятом двигателе двигатель, чаще всего находится в перевёрнутом состоянии, верхний вкладыш будет расположен внизу.
Если повторно устанавливаются снятые при разборке вкладыши, их необходимо установить на то место, в котором они находились до снятия. Не наносите масло на постель подшипника или на наружную поверхность вкладыша. Совместите, если имеется, фиксирующий усик вкладыша с соответствующей выемкой в шатуне.
Тщательно протрите внутреннюю поверхность крышки шатуна и наружную поверхность нижнего вкладыша. Не нанося масла на вкладыш и крышку, установите нижний вкладыш в крышку шатуна. Совместите усик крышки с пазом. Нанесите обильный слой чистого моторного масла на шатунную шейку коленчатого вала и на внутренние поверхности обоих вкладышей. Некоторые производители не рекомендуют наносить масло пальцем, а предлагают пользоваться для этого только специальной маслёнкой.
Ещё раз убедитесь, что устанавливаете крышку шатуна именно этого цилиндра и устанавливаете её в правильном направлении. Установите крышку с установленным вкладышем на болты. Прижимая крышку к шатуну, закрутите гайки от руки. Затягивайте гайки в строгом соответствии с указаниями руководства. При этом обязательно используйте динамометрический ключ, и если необходимо специальный транспортир для доворота гайки на установленный угол.
В такой же последовательности установите шатунно-поршневые группы остальных цилиндров. После выполнения этой работы обязательно убедитесь в лёгкости вращения коленчатого вала.
ПОХОЖИЕ СТАТЬИ:
- Апрель 22, 2017 Mercedes-Benz Concept седан — видео трейлер
- Апрель 22, 2017 КАК ПРОИЗВОДЯТ АВТОМОБИЛИ В ГЕРМАНИИ — немецкие авто видео.
- Ноябрь 26, 2016 Volkswagen polo седан 2016 цена обзор описание характеристик фото видео комплектация.
- Ноябрь 13, 2016 Как выбрать самый экономичный кроссовер по расходу топлива?
- Ноябрь 21, 2016 Бмв е90 описание обзор фото видео комплектация характеристики.
- Ноябрь 25, 2016 Volkswagen c coupe gte 2016 — 2017 обзор описание фото видео комплектация.
- Ноябрь 17, 2016 Volkswagen Teramont 2018 описание обзор фото видео комплектация.
- Ноябрь 18, 2016 Бмв е39 обзор описание фото видео комплектация характеристики.
- Ноябрь 16, 2016 Опель Зафира: обзор,описание,фото,видео,комплектация.
- Ноябрь 14, 2016 Как не ошибиться при выборе видеорегистратора для авто?
seite1.ru
Шатун
Название детали - "шатун" - имеет прямое отношение к характеру выполняемой работы - передачи возвратно-поступательных движений поршня к коленчатому валу. Наиболее заметное распространение деталь получила в эпоху паровозов, в которых была частью привода. При передаче возвратно поступательного движения один конец шатуна перемещается вверх и вниз с ограниченной амплитудой, то есть "шатается".
Шатун - одна из древнейших деталей механизмов. Эту деталь можно видеть, например, в конструкции аппаратов гениального инженера Леонардо Да Винчи
Шатун - одна из наиболее древних деталей, которая применялась еще в древних, деревянных механизмах. Первые известные шатуны работали еще в конструкции привода римской лесопилки третьего века. Они превращали вращение колеса, приводимого в движение водой, в возвратно-поступательное движение пилы. Впервые сочетание шатуна с коленчатым валом встречается в конструкции водяного насоса двенадцатого тысячелетия, изобретенного арабским инженером Аль-Джазари. Его конструкция не была похожа на современный кривошипно-шатунный механизм и была гораздо сложнее, что свидетельствует о том, что Аль-Джазари не вполне представлял себе закон сохранения энергии. В Италии времен эпохи Возрождения конструкцию с применением шатуна можно видеть на полотне художника Пизонелло, изображающем работу водяного насоса. К шестнадцатому столетию конструкция "шатун - коленчатый вал" окончательно приняла современный вид и получила широкое распространение. Свдительство этому содержится на страницах трактата "Theatrum Machinarum Novum" 1588 года Георга Андреаса Боклера, в котором описывается не менее 45 машин, построенных с применением шатуна.
Устройство шатуна
В двигателях современных автомобилей применяюся шатуны, сделанные из стали, но встречаются и другие варианты материала. К примеру, для двигателей спортивных автомобилей для облегчения веса агрегата могут быть изготовлены шатуны из титана или специальных высокотемпературных алюминиевых сплавов (T6-2024 и T651-7075). Кроме того, "спортивные" шатуны отличаются методом изготовления - их получают методом ковки, укрепляющей структуру металла. Кованые поршни и шатуны прочнее обычных, полученных методом литья.
Шатунные вкладыши - обязательная для замены деталь при капитальном ремонте двигателя
Шатуны устроены таким образом, что ни один из их концов не крепится к смежным деталям так, чтобы в этом месте появилось трение. Через верхнюю головку шатуна продевается поршневой палец, к которому, в свою очередь, присоединяется поршень, а нижняя головка надевается на шейку вращающегося коленчатого вала. Естественно, оба крепления подразумевают использование обильной смазки. Для снижения износа шатунных шеек коленчатого места крепление нижней головки снабжают специальными вкладышами, которые имеют антифрикционное покрытие.
Нижнее "кольцо" шатуна, посредством которого он крепится к коленвалу, для облегчения сборки делают разборным - нижняя часть "кольца" - так называемая крышка, может быть отделена.
Особенности эксплуатации и ремонта шатунов
Несмотря на то, что шатуны не образуют пар трения ни на одном из концов, дефекты шатунов встречаются на практике очень часто. Проблема шатунов не в трении, которого почти нет (если не считать трения боковой головки о щеки коленвала), а в нагрузке и в высокой температуре. Нагрузка на шатун, причем разнонаправленная, может достигать нескольких тонн, а порой и нескольких десятков тонн. Такова особенность его работы - шатун попеременно то сжимается, то растягивается на протяжении одного полного цикла, то есть оборота коленвала. Как правило, при возникновении стука шатунных вкладышей принято ограничиваться заменой только самих вкладышей, хотя в результате перегрева двигателя или проворачивания вкладышей шатун почти наверняка деформируется - искривляется. Чтобы понять, параллельны ли оси отверстия головок, и не искривился ли шатун, необходимо провести измерения при помощи специальных приспособлений.
Одна из самых впечатляющих поломок двигателя - дыра, пробитая в блоке цилиндров вылетевшим наружу шатуном
Помимо несоосности частым дефектом шатуна становится износ отверстия верхней головки шатуна, в которое вставляется так называемый плавающий палец. Определить, ровное отверстие или оно разбито, можно только нутромером, так как визуальный осмотр ничего не даст - величины износа слишком малы.
Чтобы определить степень деформации - причины несоосности - шатун можно положить на поверочную плиту - идеально ровную поверхность, позволяющую судить о том, деформирована деталь или нет.
Способы ремонта шатунов
Диаметр отверстия нижней головки после проворачивания вкладышей увеличивается и должен быть восстановлен до номинального предусмотренного заводом размера. Для этото сначала проводят «занижение» крышки шатуна на небольшую величину, измеряемую в микронах - около 0,05-0,1 мм. Если отверсти разбито несильно, крышку шлифуют, если сильно - фрезеруют. Естественно, после занижения отверстие теряет форму, и его необходимо расточить. Помимо возвращения формы расточка способствует восстановлению заводского размера отверстия. Для этой операции используется специальный расточный станок для шатунов, но если его нет, квалифицированный токарь может сделать то же самое с помощью специальной оснастки на универсальном станке (токарно-фрезеровочном). После расточки стенки отверстия доводятся до идеального состояния хонингованием (такую же обработку проходят стенки цилиндров при капремонте блока). Современные двигатели, как правило, относятся к категории высокофорсированных, так как в современном автомобилестроении заметна тендеция повышения отдачи без увеличения рабочего объема. Для этого применяются различные агрегаты, позволяющие повысить степень сжатия при сохранении объема, к примеру, турбонагнетатели. Естественно, при форсировке нагрузка на все без исключения детали, в том числе и на шатуны, существенно увеличивается. Соответственно, при малейшем нарушении работы системы смазки могут иметь необратимые последствия для шатунов. При большом перегреве и серьезных нагрузках в структуре металла, из которого сделаны шатуны, происходят такие изменения, что ремонт шатунов может оказаться невозможным или слишком дорогим, и проще заменить их новыми деталями.
blamper.ru
Коленчатый вал - что это такое
 Коленчатый вал – это одна из самых важных деталей любого двигателя. Она строго индивидуальна для каждой модели автомобиля и в процессе работы притирается к конкретному двигателю.
Коленчатый вал – это одна из самых важных деталей любого двигателя. Она строго индивидуальна для каждой модели автомобиля и в процессе работы притирается к конкретному двигателю.
1. Что такое коленчатый вал, его основные задачи?
Коленчатый вал (коленвал) – это главный элемент двигателя автомобиля, являющийся частью кривошипно-шатунного механизма, который преобразует энергию сгорающих в цилиндрах двигателя газов в механическую энергию.
 Главная задача коленчатого вала – преобразовать возвратно-поступательные движения поршней двигателя в крутящий момент, который через трансмиссию передаётся на колёса автомобиля. Одной из основных технических характеристик коленчатого вала, как и всего двигателя, является радиус кривошипа. Это расстояние от осей коренных шеек (шейки, в которых вращается коленвал в цилиндровом блоке) к осям шатунных шеек (шейки, которые вращаются внутри большой головки шатуна). Удвоенный радиус кривошипа являет собой длину хода поршня, которая определяет объём цилиндров. Если изменить длину радиуса кривошипа при неизменном диаметре цилиндра, это приведёт к изменению объёма цилиндров. Эту зависимость часто используют, чтобы менять технические характеристики всего двигателя в определённом направлении.
Главная задача коленчатого вала – преобразовать возвратно-поступательные движения поршней двигателя в крутящий момент, который через трансмиссию передаётся на колёса автомобиля. Одной из основных технических характеристик коленчатого вала, как и всего двигателя, является радиус кривошипа. Это расстояние от осей коренных шеек (шейки, в которых вращается коленвал в цилиндровом блоке) к осям шатунных шеек (шейки, которые вращаются внутри большой головки шатуна). Удвоенный радиус кривошипа являет собой длину хода поршня, которая определяет объём цилиндров. Если изменить длину радиуса кривошипа при неизменном диаметре цилиндра, это приведёт к изменению объёма цилиндров. Эту зависимость часто используют, чтобы менять технические характеристики всего двигателя в определённом направлении.
Подбирая соотношение длины хода поршня и диаметра цилиндра, двигатель можно сделать длиноходным (ход поршня превышает диаметр цилиндра) или короткоходным (диаметр цилиндра больше, чем ход поршня). Короткоходные двигатели дают возможность повысить мощность за счёт увеличения скорости вращения. А длиноходные двигатели более экономичны и обеспечивают высокий крутящий момент на низких оборотах.
При изменении параметров коленчатого вала происходит изменение всех параметров двигателя, поэтому нужно быть предельно осторожным, тюнингуя свой автомобиль, так как технические характеристики часто меняются не в лучшую сторону.
2. Материалы, из которых изготовлен коленчатый вал.
Когда двигатель работает, на коленчатый вал действую сильные нагрузки. Его надёжность определяется конструкцией и материалом, из которого он изготовлен. Этот элемент двигателя, как правило, имеет цельную структуру. А потому материалы для него должны быть максимально прочными, потому что от прочности коленчатого вала будет зависеть работа всей системы.
 В качестве материалов для изготовления коленвалов используют углеродистую и легированную сталь либо чугун высокой прочности. Коленвал можно изготовить методом литья, методом ковки из стали или методом точения. Заготовки получают способом горячей штамповки или способом литья. Очень важно, как расположены волокна материалов в заготовках. Чтобы не допустить их перерезания в дальнейшей обработке, применяются гибочные ручьи. Когда заготовка готова, её дополнительно обрабатывают под высокой температурой и очищают от окалины (дробомётной машиной или методом травления).
В качестве материалов для изготовления коленвалов используют углеродистую и легированную сталь либо чугун высокой прочности. Коленвал можно изготовить методом литья, методом ковки из стали или методом точения. Заготовки получают способом горячей штамповки или способом литья. Очень важно, как расположены волокна материалов в заготовках. Чтобы не допустить их перерезания в дальнейшей обработке, применяются гибочные ручьи. Когда заготовка готова, её дополнительно обрабатывают под высокой температурой и очищают от окалины (дробомётной машиной или методом травления).
Материал и способ производства коленвала подбирается в зависимости от типа и класса автомобиля.
1. В серийных моделях коленвал производят из чугуна методом литья. Это даёт возможность уменьшить себестоимость производства и уложиться в указанные расчёты.
2. Более дорогие спортивные модели оснащают кованным стальным коленвалом. Подобные детали имеют множество преимуществ над литыми по габаритам, весу и прочности, а потому всё чаще применяются в автомобилестроении.
3. Для самых дорогих двигателей коленвал вытачивают из цельного стального куска. При этом значительная часть материала попросту становится отходами.
3. Конструкция коленчатого вала.
Конструкция коленчатого вала определяются количеством цилиндров, их конфигурацией и порядком работы, от чего зависит расположение и количество коренных и шатунных шеек. Например, в двигателях V6 присутствует небольшое угловое смещение шатунных шеек по длине вала. В американской версии двигателя V8 коленвал напоминает крест, а в европейской версии V8 для спортивных автомобилей коленвал плоский. Несмотря на всё это, конструкция разных коленчатых валов очень похожа. Конструктивно коленчатый вал состоит из таких основных элементов:
 1. Коренные шейки – опорная шейка, которая находится в коренном подшипнике (располагается в картере двигателя).
1. Коренные шейки – опорная шейка, которая находится в коренном подшипнике (располагается в картере двигателя).
2. Шатунные шейки – опорные шейки, которые связывают коленвал с шатунами (в них проходят масленые каналы для смазки) и служат опорой для шатунов.
3. Щёки вала – элемент, который связывает между собой коренные и шатунные шейки.
4. Носок (выходная передняя часть вала) – часть, на которую крепится зубчатое колесо либо шкив отбора мощности, соединяющиеся с газораспределительным механизмом, распределительным валом, гасителем крутильных колебаний, вспомогательными узлами и элементами.
5. Хвостик (выходная задняя часть вала) – часть, которая соединяется с маховиком или шестернёй отбора мощности.
6. Противовесы – элемент коленвала (по сути, продолжение щеки в противоположную сторону от шатунных шеек), который отвечает за разгрузку коренных шеек от сил инерции нижних частей шатунов и неуравновешенных масс кривошипа и обусловливают плавную работу двигателя.
7. Подшипники скольжения – обеспечивают вращение коленчатого вала на опорах. Подшипники являют собой тонкостенные вкладыши, изготовлены из стальной ленты с антифрикционным слоем. Вкладыши фиксируются в опоре выступом, который не позволяет им перекручиваться или за счёт тугой посадки. Наличие смазки обеспечивает простое вращение в подшипниках на протяжении долгого времени.
8. Упорный подшипник скольжение – элемент, который не допускает осевых перемещений коленчатого вала. Он устанавливается на крайнюю коренную шейку или на среднюю коренную шейку. Количество коренных шеек, обычно, превышает количество шатунных на единицу (такой коленвал называют полноопорным) и они имеют больший диаметр.
Коленом называют шатунную шейку, которая располагается между двумя щеками. Положение колен определяется особенностями работы двигателя, положением его цилиндров и должно обеспечивать его уравновешенность, минимальные колебания и минимальные крутильные моменты.
 Место перехода шейки к щеке – это самое нагруженное место в конструкции коленвала. Для того, чтобы снизить напряжение на это место, переход делают с галтелью (радиусом закругления). Галтели увеличивают длину вала и для снижения этого значения их углубляют в шейку или щеку. Все коренные и шатунные шейки интегрированы в смазочную систему двигателя. Эти элементы смазываются под давлением. Подвод масла организован к каждой из коренных шеек от общей магистрали в индивидуальном порядке. А к шатунным шейкам масло попадает по каналам в щеках.
Место перехода шейки к щеке – это самое нагруженное место в конструкции коленвала. Для того, чтобы снизить напряжение на это место, переход делают с галтелью (радиусом закругления). Галтели увеличивают длину вала и для снижения этого значения их углубляют в шейку или щеку. Все коренные и шатунные шейки интегрированы в смазочную систему двигателя. Эти элементы смазываются под давлением. Подвод масла организован к каждой из коренных шеек от общей магистрали в индивидуальном порядке. А к шатунным шейкам масло попадает по каналам в щеках.
4. Обслуживание коленчатого вала.
Коленчатый вал, как и любая деталь автомобиля требует периодического обслуживания. Для этого нужно уметь его снимать и устанавливать обратно.
Снятие коленчатого вала производится в такой последовательности:
1. Демонтируется двигатель из автомобиля, а потом из него снимаются все элементы.
2. Двигатель переворачивается коленвалом к верху. Крышки коренных подшипников отличаются, поэтому необходимо запомнить их положение.
3. Снимаются крышки коренных подшипников.
4. Поднимается коленвал, а заднее уплотнительное кольцо снимается.
5. Снимаются коренные вкладыши с крышек коренных подшипников и блока цилиндров.
После снятия производится проверка коленчатого вала.
Алгоритм проверки коленчатого вала:
1. Промыть бензином все составляющие и просушить деталь.
2. Тщательно осмотреть коленвал на наличие негативных следов от использования (трещины, сколы, сильный износ). Если же коленвал признан непригодным для дальнейшей эксплуатации, то придётся приобрести новый.
3. Прочистить, промыть и продуть сжатым воздухом все каналы для масла, предварительно открутив пробки.
4. Если на шатунных шейках обнаружены задиры или царапины, то их необходимо отшлифовать и отполировать. После этого опять следует продуть воздухом масляные каналы.
5. Осмотреть вкладыши коренных подшипников. Если на них есть дефекты, то их необходимо заменить на новые.
6. Осмотреть маховик и при обнаружении на нём дефектов, маховик стоит заменить.
7. Осмотреть подшипник носка и, если на нём есть негативные следы эксплуатации, то его нужно выпрессовать и запрессовать новый.
8. Осмотреть сальник, который находится в крышке распределительных звёздочек и при необходимости заменить эту деталь. При большом пробеге автомобиля сальник меняют в обязательном порядке.
9. Сменить и обжать набивку заднего уплотнения коленвала.
10. Проверить резиновые уплотнители, которые расположены в держателе набивки. Если они непригодны для дальнейшего использования, то их нужно заменить.
 После проверки коленчатый вал необходимо установить обратно. Установка коленчатого вала производится в обратной последовательности к его снятию. Перед установкой нужно обязательно смазать все шейки и другие элементы коленвала моторным маслом. После установки следует проверить, что коленчатый вал вращается легко и плавно. В противном случае придётся его опять снять и установить заново, добиваясь плавности хода.
После проверки коленчатый вал необходимо установить обратно. Установка коленчатого вала производится в обратной последовательности к его снятию. Перед установкой нужно обязательно смазать все шейки и другие элементы коленвала моторным маслом. После установки следует проверить, что коленчатый вал вращается легко и плавно. В противном случае придётся его опять снять и установить заново, добиваясь плавности хода.
Подписывайтесь на наши ленты в Facebook, Вконтакте и Instagram: все самые интересные автомобильные события в одном месте.
Была ли эта статья полезна?Да Нет
auto.today
конструкция, назначение, из чего делают шатуны
Конструкция шатуна
Особенности конструкции шатунов напрямую зависят от типа мотора и схемы его компоновки. Так для бензиновых двигателей используются легкие шатуны, в дизелях - тяжелые. Основные элементы шатуна - стержень, верхняя поршневая головка, нижняя кривошипная головка.
Основные элементы шатуна - стержень, верхняя поршневая головка, нижняя кривошипная головка.Поршневая головка соединена со стержнем поршневым пальцем, кривошипная головка - с шейкой коленвала.
Стержень
Данная деталь шатуна может иметь различный тип сечения, которое может быть похоже на прямоугольник, на круг, крест или может быты Н-образным. Некоторые типы двигателей оснащаются шатунами, в которых стержни имеют небольшую масляную канавку для своевременной подачи масла в поршневую головку.
В большинстве случаев верхний отдел кривошипной головки оснащается маленьким отверстием для разбрызгивания масла во внутренних полостях поршня и цилиндра.
Поршневая головка
Поршневая головка размещена вверху и является неразъемным шатунным элементом, конструкция которого напрямую зависит от метода установки поршневого пальца.
В двигателях, в которых установлен палец фиксированного типа, поршневая головка имеет специальное цилиндрическое отверстие для его установки. В ДВС с пальцем плавающего типа, такая головка комплектуется бронзовой или биметаллической втулкой.
В тех моделях двигателей, которые используют плавающий палец, но втулка не предусмотрена, вращательные движения пальца осуществляются в соответствующем отверстии головки.
С целью снижения значительных нагрузок на палец, некоторые модели ДВС комплектуются шатунами с поршневыми головками в форме трапеции.
Кривошипная головка
Головка шатуна, которая расположена внизу отличается разборной конструкцией, основным назначением которой является соединение двух механизмов - коленвала и самого шатуна.
Головка состоит из верхней части и крышки, которая крепится к шатуну крепежными болтами. Кроме всего прочего такая головка может иметь два типа разъемов по отношению к стержневой оси - косой (выполненный под углом) и прямой (выполненный перпендикулярно).
Длина цилиндрового блока зависит от толщины нижней головки. В головке устанавливаются тонкие вкладыши подшипника скольжения, которые могут иметь от 2-х до 5-ти слоев, изготовленных из стальных полос, внутренняя часть которых покрывается защитным антифрикционным составом, соответствующим определенному типу двигателя.
Как правило, в современных ДВС применяются вкладыши, состоящие из 2-х и 3-х слоев. В двухслойном вкладыше на металлическую основу просто наносится слой антифрикционного состава, а в трехслойном вкладыше добавляется еще и изоляционный слой.
Чтобы снизить вибрации и шумы при работе двигателя, все установленные шатуны, а также их составные части должны иметь равную массу. Это значит, что в одном шатуне масса отдельной его детали должна быть одинаковой по отношению к массе аналогичной детали в другом шатуне.
Например, если масса стержня одного шатуна составляет 50 г., в таком случае во всех остальных шатунах стержни должны иметь аналогичную массу.
Подгонка массы шатунов происходит путем снятия тонкого металлического слоя с бобышек, которые располагаются на верхних шатунных головках. В некоторых случаях подобные бобышки находятся на шатунном стержне или нижней части поршневой головки.
Материалы для производства шатунов
Шатуны производятся двумя способами - штамповкой из высокопрочной стали или литьем из чугуна. В дизелях применяются шатуны, изготовленные из легированной стали методом ковки или горячей штамповки.В некоторых видах бензиновых двигателей устанавливаются шатуны, производимые из порошкообразных металлов методом спекания.
Из-за напряженных условий работы данная деталь КШМ должна отличаться надежностью, долговечностью и износостойкостью.
Особое внимание уделяется не только изготовлению шатунов, но и болтов крепления. Для производства болтов используются легированные виды стали, обладающие высоким коэффициентом текучести, что в несколько раз выше, чем у высокоуглеродистых сталей.
smotr.net