Впускные и выпускные клапаны. Впускные клапана
Клапана газораспределения дизельных двигателей, впускной клапан, выпускной клапан / НЕВА-диз

Постоянно на складе и под заказ впускные и выпускные клапана газораспределения судовых двигателей:

клапан впуска 4Ч 8,5/11клапан выпуска 4Ч 8,5/11клапан впуска 6Ч 9,5/11клапан выпуска 6Ч 9,5/11
клапан впускной 4Ч 10,5/13клапан выпускной 4Ч 10,5/13клапан впускной 6Ч 12/14клапан выпускной 6Ч 12/14клапан впускной 3Д6/Д12клапан выпускной 3Д6/Д12клапан впускной 6ЧН 18/22клапан выпускной 6ЧН 18/22клапан впускной 6ЧН 25/34клапан выпускной 6ЧН 25/34клапан впускной 6Ч 23/30клапан выпускной 6Ч 23/30клапан впускной Г60 (6ЧН 36/45)клапан выпускной Г60 (6ЧН 36/45)клапан впускной 6S 160клапан выпускной 6S 160
Клапаны (впускной клапан, выпускной клапан) – детали двигателя, служащие для периодического открывания и закрывания отверстий впускных и выпускных каналов в зависимости от положения поршней в цилиндре и от порядка работы двигателя.
Клапаны расположены в головке цилиндров под углом к вертикальной оси цилиндров. Стальной впускной клапан изготовлен цельным, а выпускной состоит из двух частей, соединённых в заготовке сваркой. Верхняя часть клапана - его стержень - изготовлена из стали, имеющей высокую износостойкость, нижняя часть стержня и головка выпускного клапана сделаны из термостойкой стали.
Уплотнительной поверхности клапанной головки приходится входить в соприкосновение с клапанным седлом до 70 раз в секунду. Возникающие при этом динамические усилия, а также силы клапанных пружин и давление воспламенения представляют собой весьма серьезное испытание для этих деталей.
Особенно сильному нагреву подвергается выпускной клапан: отработанный газ имеет температуру до 800°С. В течение того короткого времени, пока рабочие поверхности входят в соприкосновение друг с другом, необходимо осуществить максимальную передачу тепла с клапанного седла на головку цилиндра.Правильный выбор впускных/выпускных клапановВыбор материала
При выборе клапанов для форсированного двигателя наибольшее количество вопросов вызывает именно выбор материала. Производители предлагают широкий выбор материалов, удовлетворяющий требованиям практически любого двигателя. Некоторые производители имеют в своем ассортименте один-два типа материала, заявляя при этом о его универсальности и том, что он подходит ко всем моторам. Однако если взять в расчет условия, в которых приходится работать клапанам, становится понятным необоснованность таких заявлений, один тип материала ни в коем случае не может подойти ко всем без исключения двигателям. Основная разница между впускными и выпускными клапанами состоит в различных рабочих температурах. Выпускные клапаны находятся под постоянным воздействием крайне разрушительных газов, а температуры часто превышают рубеж 760°С. Впускные же клапаны постоянно охлаждаются потоками воздушно-топливной смеси и не разогреваются до таких температур. Специфические сплавы впускного клапана при своей не слишком высокой рабочей температуре могут оказаться прочнее нержавеющей стали выпускного клапана.Конструкция головки клапана
Угол седла клапана обычно определяется производителем двигателя, хотя измерить его можно в любой мастерской. Даже если в распоряжении мастерской имеется гидростенд, лучше не испытывать судьбу и следовать рекомендациям производителя относительно угла седла, поскольку его значение имеет огромное значение. При обработке седла клапана необходимо уделять особое внимание точности. Для того, чтобы контактная поверхность седла соприкасалась с нужной точкой фаски клапана и имела требуемую ширину (1,15 – 1,5 мм), седло должно быть обработано под несколькими углами. Профессионально обработанные седла (как показано на рисунке 1) могут существенно повысить мощность двигателя. При измерении углов нужно быть внимательным, в некоторых двигателях, как, например, у показанного на рисунке 2 двигателя Honda S2000, имеют место сужающиеся углы.Обработка нижней части головки клапана – полировка
Форма нижней части головки клапана и качество ее обработки также влияет на прохождение потоков смеси через клапан. Нижняя поверхность головок высококачественных клапанов проходит специальную механическую обработку, повышающую прочность клапана и облегчающую прохождение потоков смеси. Полировка имеет несколько положительных сторон. Во-первых, благодаря удалению с поверхности всех неровностей первичной обработки облегчается прохождение потоков смеси, а во-вторых, в процессе полировки удаляются все возможные концентраторы напряжения. Конструкция штока клапана – диаметр и выточка на штоке
Именно шток является опорной поверхностью, контактирующей с направляющей клапана. Упор же клапана должен обладать достаточным запасом прочности, способным выдерживать постоянные нагрузки, передаваемые на клапан качающимся рычагом. Диаметр штока зависит от того, какой вес и запас прочности ожидается от клапана. Некоторые клапаны премиум-класса имеют вырезку на штоке. Вырезка уменьшает диаметр в области ниже направляющей и ощутимо увеличивает проходимость смеси при низком подъеме головки клапана. При этом слегка снижается вес клапана. Существенно снизить вес клапана можно уменьшив диаметр его штока.Покрытие клапана и его зазор
Хромирование штока клапана увеличивает его долговечность в условиях недостаточного смазывания. Это особенно актуально для сильно разогревающихся выпускных клапанов. В настоящее время покрытие имеют все более или менее качественные клапаны, что позволяет удовлетворить требованиям самых строгих маслосберегающих технологий. Зазор между штоком клапана и направляющей зависит от многих факторов: диаметра штока, предназначения двигателя, свойств материала направляющей и типа сальника клапана. Клапаны, имеющие недостаточный зазор, могут привести к значительно большим повреждениям двигателя, чем клапаны с чрезмерным зазором. Наиболее распространенные значения зазора впускных клапанов – 0,04-0,06 мм, выпускных – 0,05-0,075 мм.Конструкция замка клапанной пружины
Наиболее распространенная конструкция замка клапанной пружины – прямоугольной формы канавка. Компоненты такого замка представлены в широком ассортименте форм и типов материалов. Кроме этого свою эффективность доказали и многоканавочные замки, позволяющие клапану вращаться независимо от пружины и ее тарелки. Благодаря этому достигается равномерный износ и чистота контактных поверхностей фаски клапана и седла, а это в свою очередь увеличивает долговечность клапана. И хотя среднестатистический автомобиль великолепно работает с многоканавочной конструкцией замка тарелки пружины, для форсированных двигателей рекомендуется одноканавочная конструкция. Полукруглая форма канавки замка объективно нужна только в клапанах с очень маленьким диаметром штока, работающих на пределе прочности. Поломка клапана в области канавки замка – довольно нетипичное явление.Конструкция упора клапана
Упор клапана должен обладать достаточным запасом прочности, чтобы противостоять постоянному давлению качающегося рычага. Нержавеющую сталь невозможно закалить до такого уровня, чтобы она выдерживала подобные нагрузки, поэтому упор необходимо либо наваривать, либо делать съемным. Сплавы не на основе нержавеющей стали хорошо поддаются закалке и не нуждаются в наварных упорах или других укрепленных элементах. Шток клапана с многоканавочной конструкцией замка должен быть закален в области канавок либо наварен, если материал головки – нержавеющая сталь. Вес клапана
Вес двигателя может быть фактором, ограничивающим обороты двигателя. Этот фактор обязательно нужно учитывать при его конструировании. При этом, учитывая больший размер впускных клапанов, им нужно уделять особое внимание. Вырезка на штоке клапана – незначительное снижение веса. Большого результата можно добиться, уменьшив диаметр штока клапана. Титановые клапаны хотя и дорого стоят, но имеют существенно меньший вес, что положительно сказывается на оборотах двигателя и долговечности пружин клапанного привода.Зазор между поршнем и клапаном
Ни один клапан не выдержит удара о поршень. Основной причиной выхода из строя головок блока является именно такие удары. Рекомендуемый зазор между ними – 2,5 мм, хотя это значение и может показаться слишком большим. Безусловно. Меньший зазор обеспечит лучшие результаты, но при этом придется жертвовать надежностью двигателя.Материалы для производства впускных и выпускных клапанов
Материалы для производства клапанов должны удовлетворять всем требованиям двигателя. Термин “нержавеющая сталь” обычно применяется по отношению ко сплавам стали, содержащим как минимум 10% хрома. Как будет показано ниже, сплав сильхром 1 приближается к этому уровню при том что стоимость его остается на уровне дешевых высокоуглеродистых сплавов.
Sil XB, 422, 21-2N и 21-4N: сплавы нержавеющей стали.
1541: высокоуглеродистая сталь с добавками марганца, повышающими коррозионную устойчивость. 8440: стальной сплав, пригодный для производства работающих с повышенными нагрузками клапанов. Для повышения термостойкости в сплав добавлен хром.
Sil1: стальной сплав с 8,5% содержанием хрома, пригодный для производства работающих с повышенными нагрузками клапанов. Используется для изготовления высококачественных впускных клапанов.
Sil XB: ферритный сплав, содержащий 20% хрома и 1,3% никеля. Используется для производства впускных клапанов, работающих с высокими нагрузками.
422: сплав нержавеющей стали, используемый для изготовления высококачественных впускных клапанов. Сплав разработан специально для впуcкных клапанов, диапазон рабочих температур его не подходит для изготовления выпускных клапанов. Клапаны из этого сплава часто имеют обозначение “для жестких условий”.
Ti-6: титан – легкий неферритный материал, применяемый для изготовления клапанов, работающих в высокооборотистых спортивных двигателях. Он на 40% легче стали и сохраняет прочность при высоких температурах. Обычно из титана изготавливаются впускные клапаны большого диаметра, хотя можно встретить и выпускные клапаны из этого материала.
21-2N: аустенитный стальной сплав, содержащий 21% хрома и 2% никеля. Наиболее популярный материал для изготовления выпускных клапанов, сохраняет свойства при существенных повышениях температуры. Благодаря дополнительной обработке характеристики клапана из такого материала можно приблизить к оптимальным. В итоге получается недорогой и очень качественный клапан.
21-4N: аустенитный стальной сплав, похожий по качествам на 21-2N, но с более высоким содержанием никеля (4%). Используется как альтернатива сплаву 21-2N.
neva-diesel.com
Впускные и выпускные клапаны
|
|
|
|
|
|
|
|
|
|
|
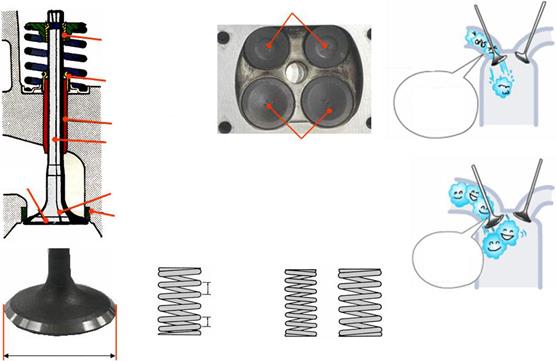
В четырехтактных бензиновых и дизельных двигателях клапаны располагаются в головке цилиндров. Через впускные клапаны проходит только смесь воздуха и топлива, поэтому они подвергаются воздействию более низких температур, чем выпускные клапаны. У впускного клапана тарелку делают большего диаметра, чем у выпускного, так как давление на впуске меньше давления на выпуске. Двигатели разных моделей отличаются количеством клапанов. Двигателям с двумя и более впускными клапанами свойственно лучшее наполнение цилиндров. Дополнительный впускной клапан увеличивает проходное сечение впускных каналов, следовательно, в цилиндр поступает больше топливовоздушной смеси. То же самое касается и выпускных клапанов: два клапана на выпуске позволяют увеличить выпускные каналы, что облегчает выход отработавших газов из цилиндра. Клапан подвергается очень значительным нагрузкам даже при нормальном режиме работы двигателя. Для повышения стойкости клапана к износу, прожиганию и коррозии его поверхность подвергается специальной обработке. Так, например, впускные клапаны изготавливаются из стали с хромом или кремнием для повышения их износостойкости и коррозионной стойкости или магния и никеля для повышения прочности. Выпускные клапаны сделаны из сплавов на основе никеля. Клапан состоит из двух частей: стержня и тарелки. Клапан установлен в отверстии в головке цилиндров. Тарелка плотно прилегает к седлу. В процессе работы головка цилиндров нагревает седло. Часть тепла передается стержню клапана, а от него — направляющей втулке, поэтому стержень является самой холодной частью клапана. Седло клапана и направляющая втулка охлаждаются жидкостью, протекающей по рубашке вокруг впускных каналов. Открываясь и закрываясь, клапан поворачивается на небольшой угол, поэтому каждый раз он садится на новое место.
|
|
|
|
|
|
|
|
|
|
Благодаря этому на фаске и седле клапана не оседает нагар. Кроме того, это предотвращает заклинивание клапана в направляющей втулке и равномерно распределяет тепло по всему седлу. Клапан перемещается в направляющей втулке и полностью концентричен седлу. Направляющая втулка представляет собой полую цилиндрическую деталь. Сначала в головке блока цилиндров сверлятся отверстия, а затем в них запрессовываются направляющие втулки. В головку цилиндра из алюминиевого сплава необходимо вставить чугунные направляющие втулки, в противном случае добиться необходимой контактной поверхности для стержня клапана будет невозможно. В большинстве двигателей используются сменные направляющие втулки, запрессованные в отверстия в головке цилиндров. В некоторых двигателях направляющие втулки отлиты в головке цилиндров. Затем в них просверливается отверстие, соответствующее диаметру стержня клапана. В верхней части направляющей втулки имеется маслоотражательный колпачок. Клапанная пружина обеспечивает закрытие клапана и плотное прилегание тарелки к седлу для предотвращения утечек газов. Используются клапанные пружины двух типов: пружины с переменным шагом навивки и двойные пружины.
Похожие статьи:
poznayka.org
Размер впускных клапанов
Установка увеличенных впускных клапанов часто может быть другим путем для увеличения потока в канале и мощности двигателя. Однако, кроме недостаточного зазора между клапанами имеется несколько дополнительных "ловушек" для работы двигателей автомобилей "хот-род" при попытке осуществления этой кажущейся очевидной модификации.
Наиболее серьезной непредвиденной проблемой является то, что большой впускной клапан может находиться очень близко к краю стенки цилиндра или к камере сгорания. Близость этих поверхностей к головке клапана увеличивает помехи потоку и обычно уменьшает поток. Однако это не является уникальной проблемой. Практически все двигатели с вертикальным расположением в некоторой степени подвержены этой проблеме и это всегда имеет отрицательное действие на поток при среднем и большом подъеме клапана. При очень высоком подъеме, однако, головка клапана движется достаточно далеко от потока, т. е. не оказывает потоку сильного сопротивления.
Когда устанавливаются клапаны большего размера, то выступание клапана часто может быть уменьшено путем обработки камеры сгорания или верхней части отверстия цилиндра. Если выступание не уменьшается до уровня, который имеется у клапана оригинального размера, то увеличения потока может не быть или оно будет малым, а в некоторых случаях большие клапаны могут даже уменьшить поток при низком и среднем подъеме клапанов.
Улучшение характеристик потока при использовании клапанов большого размера возможны, если уменьшить выступание клапанов и добиться правильной геометрии седла клапана. Улучшения часто будут небольшими при низком подъеме клапанов, но в некоторых случаях (когда выступание не является проблемой) поток также улучшается при средних и высоких
значениях подъема клапанов. Когда поток при низком подъеме увеличивается, это имеет тот же эффект, как и при использовании распределительного вала, который открывает клапан быстрее, таким образом, крутящий момент двигателя улучшается, особенно у двигателей, использующих распределительные валы с малой продолжительностью такта впуска. Однако основное преимущество здесь состоит в том, что клапан большего размера не увеличивает нагрузки на механизм привода клапанов (так как работают валы с высокими скоростями срабатывания толкателей клапанов).
Если выступание клапана не уменьшается, когда устанавливаются большие клапаны, то увеличение потока будет малым или его вообще может не быть, а в некоторых случаях (например, как показано здесь), клапаны большего размера могут действительно уменьшить поток при низком и среднем подъеме клапанов.
Другой причиной для использования впускных клапанов большего размера является то, что любые улучшения мощности не обязательно сопровождаются заметными потерями в других областях. Однако получение таких преимуществ на некоторых головках блока требует большего, чем простое уменьшение выступания клапанов. Эти случаи влекут за собой потери большого количества времени, затрачиваемого на модификацию. Первым примером этого являются ранние головки для форсированных двигателей "Шевроле", которые используют впускные клапаны диаметром 49,1 мм. Установка увеличенных клапанов "Шевроле" диаметром 51,3 мм без каких-либо других изменений уменьшит поток. Потребуется значительное число небольших модификаций в камере сгорания и во впускных каналах для получения требуемого увеличения потока; и это не просто вопрос обработки (сошлнфовки), а определения того, где и сколько чего снять.
К сожалению, мы не можем дать вам в этом случае несколько общих указаний. "Выглаживание" канала и обработка окружающих деталей срабатывает довольно редко. Даже опытный специалист по головкам блока затрачивает много времени на измерения и o6pa6otKV, чтобы добиться потока, который "прячется" в изгибах головки. Конечно, чем больше стендовых испытаний проводится в процессе работы, тем лучше будет результат, но при окончательном анализе использование испытательного стенда определит эффективность обработки.
Хороший поток при низком подъеме клапанов обеспечивает интенсивный разгон и хорошую приемистость в движении. Впускные клапаны увеличенного размера являются одним из путей получения этих преимуществ. Эти головки блока двигатели "Крайслер " имеют камеры сгорания, в которые установлены впускные клапаны диаметром, близким к 55,9 мм.
При окончательном анализе, хороший поток при низком подъеме клапанов необходим для двигателя, чтобы обеспечить интенсивный разгон и хорошую приемистость. Так как впускные клапаны большего размера могут улучшить поток при низком подъеме клапанов и работают надежно, хотя часто и недешевы, в большинстве случаев они предлагают привлекательный и практический путь для повышения мощности.
Похожие статьи:
poznayka.org
Клапаны и их приводы в судовых двигателях » Привет Студент!
Клапаны и их приводы в судовых двигателях
Устройство и материал клапанов
Во всех двигателях впускные и выпускные клапаны открываются внутрь цилиндра. Давлением тарелки клапанов прижимаются к седлам, в результате плотность посадки их повышается
Клапаны (рис 81, а) состоят из штока 3 и тарелки 10, выполняемых обычно заодно на тарелке снята коническая рабочая фаска 1 под углом а, равным 90—120° Благодаря фаске 1 тарелка 10 плотно сидит в седле, проточенном в крышке 2 цилиндра Рекомендуется принимать угол а фаски 1 на 1—2о бопьше угла посадочной поверхности седла. Фаску и седло взаимно притирают с помощью приспособления, для которого предусмотрены углубления а или шлиц.
Шток 3 клапана движется в чугунной, бронзовой или стальной сменной втулке 4, смазываемой маслом, подводимым от узлов привода открытия клапана или вручную. Втулка 4 вставлена в крышку 2.
Клапан прижат к седлу пружиной 5, упирающейся нижним концом в крышку 2, а верхним — в тарелку 6, закрепленную в верхней части штока 3 клапана.
Когда клапан закрыт, пружина удерживает его в седле, несмотря на разрежение в цилиндре при всасывании (выпускной клапан) В момент окончания подъема клапана пружина препятствует его дальнейшему движению под действием сил инерции. Отрыв толкателя от кулачковой шайбы исключен.
Клапанные пружины изготавливают из высокоуглеродистых марганцовистых, кремнемарганцовистых и хромоникелеванадиевых сталей 60Г, 65Г, 50ХФА и др.
Тарелка 6 закреплена, как правило, двумя коническими полукольцами («сухарями») 8 и 9. Их надевают на шейку клапана при опушенной тарелке 6 Снаружи у полуколец предусмотрена коническая поверхность, а у тарелки 6 — коническая расточка. Поэтому после того, как полукольца 8 и 9 будут надеты, тарелка 6 под действием пружины 5 упрется в полукольцо, прижав их к шейке штока.
Клапаны открывает рычаг привода, действующий на торец штока. Чтобы торец не изнашивался, в него вставляют или на него надевают закаленный наконечник 7, а иногда наплавляют на него износостойкий слой металла или закаливают торцовую поверхность, причем иногда предварительно приваривают стальную пластину.
Седла клапанов могут быть вставными (рис. 81,б). Седло 11, изготовленное из специального чугуна, стали или бронзы, вставляют в крышку и фиксируют.
В клапане на рис. 81,6 предусмотрены внешняя 15 и внутренняя 14 пружины с разным направлением витков. При двух пружинах легче обеспечить необходимые усилия пружин на закрытый и открытый клапан при данной высоте его подъема Кроме того, при поломке одной из пружин другая удерживает клапан в седле Работа клапана с нормальной частотой вращения при одной сломанной пружине невозможна, но по крайней мере исключена опасность выпадания его в цилиндр.

Рис. 81 Типы каланов рабочих цилиндров
Клапан на рис. 81, а типичен для штангового привода, когда его открывает рычаг. Есть двигатели, у которых кулачковые шайбы распределительных валов действуют непосредственно на клапаны. У таких двигателей в конструкции клапана (рис. 81,6) предусмотрена упорная тарелка 17 большого диаметра, на которую сверху действует кулачковая шайба. Тарелка 17 ввернута во внутрь штока 12 клапана. Под упорной тарелкой 17 помещена замковая тарелка 16. На тарелке 17 снизу, а тарелке 16 сверху выполнены радиальные шлицы. Кроме того, тарелка 16 надета на осевые шлицы штока 12 клапана. Пружины 14 и 15 прижимают замковую тарелку 16 к упорной тарелке 17, предотвращая ее проворачивание, т. е. вывертывание из штока 12. В клапане предусмотрены направляющая втулка 13 и вставное седло 11, которое в данном случае применено потому, что головка цилиндра изготовлена из алюминиевого сплава.
У крупных двигателей и у двигателей с высокими тепловыми напряжениями в конструкции клапанов предусмотрен корпус. Иногда корпус предусматривают лишь у выпускных клапанов, как, например, в двигателях НФД48-2АУ (рис. 81, в).
Шток клапана 24, снабженный защитным отражателем газа 23, пружины 18, тарелку 19, седло 22 собирают в один узел с корпусом 25. Затем клапан в сборе вставляют в гнездо крышки 21 цилиндра и корпус крепят в крышке. Корпус выпускного клапана делают охлаждаемым. При данной конструкции клапана вода поступает внутрь корпуса 25 из крышки 21 через регулировочный кран 26, а через фланец 20 — в сборную магистраль.
Впускные и выпускные клапаны выполняют обычно одинаковыми по конструкции и размерам. Иногда диаметр тарелки впускного клапана делают больше, чем у выпускного, чтобы уменьшить сопротивление впуску свежего заряда воздуха. Клапаны чаше всего изготовляют из разного материала. Впускные клапаны должны быть изготовлены. из стали 20ХН4ФА, 4Х9С2, 4Х10С2М, а выпускные — из стали 4Х10С2М, 4Х14НВ2М или других, обеспечивающих стойкость клапнов. Допускаются сварные клапаны тарелка из жаропрочной стали, а стержень из конструкционной. Фаску тарелок рекомендуется наплавлять коррозионно- жаро- и износостойкими сплавами или материалами. Наружную поверхность стержней хромируют, азотируют, закаливают ТВЧ или упрочняют накаткой. При работе дизеля на тяжелых топливах повышать коррозионную стойкость клапана становится необходимо.
Чтобы различить впускной и выпускной клапаны, если у них одинаквые диаметры, но изготовлены из разных материалов, на нижнем торце тарелки выбивают клейма: "Вп", "Вс" для впускного и "Вх", "Вых" для выпускного. На двигателях, изготовленных в ГДР, клейма бывают соответственно "Е" (einlas — впуск) и "А" (auslas — выпуск).
Типы клапанных приводов. Как было описано выше, клапаны открывает либо особый механизм, называемый клапанным приводом, либо кулачкой вая шайба распределительного вала непосредственно воздействуя на клапан.
У большинства судовых двигателей клапаны открываются с помощью привода от распределительного вала, расположенного на уровне верхней части картерного пространства (нижнее расположение). Чаще всего распредели тельный вал 20 (см. рис. 216) расположен внутри картерного пространства вследствие чего обеспечивается хоршее смазывание кулачковых шайб масляной пылью, но усложнен доступ ним. У некоторых типов двигателей распределительный вал 16 (см рис. 217) помещен в специальной городке блок-картера или блока цилиндров. В этом случае облегчен доступ к кулачковым шайбам для осмотра и регулировки, но необходима система подвода масла к узлам привода.
Способ открытия клапанов кулачковыми шайбами (верхнее надклапанное расположение распределительного вала) принят в быстроходных двигателях При этом предусматривают два распределительных вала 14 и 15 (см. рис 221), укладываемых над впускными (вал 14) и выпускными (вал 15) клапанами Хотя наличие двух распределительных валов, усложнение связи распределительных и коленчатых валов, загромождение головки двигателя являются недостатками данного способа открытия клапанов, но это лучше, чем детали клапанного привода, на которые действуют силы инерции и которые у быстроходных двигателей были бы значительными. Кроме того, при рассматриваемом размещении валов легко обеспечить открытие впускных и выпускных клапанов тогда, когда их по два (тех и других) на каждый цилиндр. При нижнем расположении распределительного вала усложняется конструкция клапанного привода.
Привод с неразрезными рычагами. Клапаны 1 (рис 82, а) открывают рычаги 13 и 16, сидящие на оси 14, закрепленной в стойке 12 крышки цилиндра. На других концах этих рычагов предусмотрены регулировочные винты 3, упирающиеся в головки штанг 4, Нижний конец каждой из штанг упирается в толкатель 10, на ролик 9 которого может воздействовать кулачковая шайба 8 распределительного вала. Когда выступ кулачковой шайбы набежит на ролик толкателя, штанга поднимется и рычаг 13 или 16 откроет клапан. Закрываются клапаны под действием своих пружин.
Клапанные рычаги изготовляют из стали. Чтобы уменьшить расстояние между кулачковыми шайбами, в двигателях Л275 рычаги насажены не под прямым углом по отношению оси 14 Для уменьшения изнашивания торцовой поверхности штока клапана и конца рычага предусмотрен ролик 2. Однако такая конструкция себя не оправдала, на двигателях 6Л275ШПН завод изготовитель ролики уже не ставит Подшипниками рычагов служат бронзовые втулки 5, смазываемые под давлением маслом подводимым в канал а через штуцер, ввернутый с торца оси 14. По каналам б клапанных рычагов масло проходит также для смазывания сферической опоры верхней головки штанги 4, а через просверленные отверстия в этой головке, внутренней полости штанги и в нижней ее головке подпятника 6 толкателя и затем далее ролика 9 и самого толкателя 10. Охватывающая все узлы привода масляная система потребовалась потому, что в этом двигателе толкатели помещены в выгородке блок-картера, изолированной от картерного пространства (см. рис 217)
Чтобы толкатель 10 не поворачивался относительно своей оси, в рассматриваемой его конструкции предусмотрена скользящая шпонка 11, для которой в корпусе 5 выполнена вертикальная канавка. Окна в и ролик 7 толкателя предназначены для подъема последнего при реверсировании двигателя.
После пуска двигателя клапаны вследствие их нагревания удлиняются. Если в клапанном приводе не будет зазора, то при удлинении клапан не будет садиться в седло и его герметичность нарушится. Следовательно, нарушится нормальное течение процессов сжатия и расширения, а в результате прорыва газов при горении клапан будет быстро обгорать и выйдет из строя. Поэтому при сборке привода и периодических проверках двигателя тепловой зазор в приводе регулируют болтами 3. Размер этого зазора для холодного двигателя указан в руководстве по его эксплуатации и колеблется в пределах 0,2—2 мм для впускных и 0,3—2,5 мм для выпускных клапанов. Измеряют зазор щупом и обычно над торцом клапана.
При работающем, прогретом двигателе тепловой зазор уменьшается, но он обязательно должен быть. Во время работы двигателя его следует периодически проверять. Для этого достаточно повернуть штангу 4: при наличии зазора в момент, когда клапан закрыт, она легко поворачивается.
Привод с разрезным рычагом. Конструкция приводов с кулачковыми шайбами на распределительном валу значительно упрощается при наличии разрезных рычагов. В данном случае плечо рычага, примыкающее к клапану, и плечо, примыкающее к штанге, изготовляют каждое отдельно и жестко насаживают на общий валик.
На рис. 82, 6 изображен привод, клапанный рычаг 27 которого выполнен неразрезным, а рычаги 24 и 26 представляют собой два плеча разрезного рычага открытия впускного клапана. Рычаги 24 и 26 насажены на валик 29 на шпонках и закреплены на нем стяжными винтами. Валик 29 лежит в роликовых подшипниках стойки 30, закрепленной на крышке цилиндра. Рычаг 24 с помощью головки, нижняя поверхность которой подвергалась цементации и закалке, может воздействовать на шток клапана 25. На конце рычага 26 предусмотрен регулировочной винт 23, сферический торец которого опирается в верхнюю головку штанги 22. Когда кулачковая шайба
17 набежит на ролик 18 толкателя 19, штанга 22, поднимаясь, повернет по часовой стрелке рычаг 26 вместе с валиком 29 и рычагом 24, открывающим клапан.
Валик 29 является одновременно осью качания неразрезного рычага, имеющего также роликовый подшипник. Подшипники валика 29 и рычага 27 смазываются через каналы в валике консистентным смазочным материалом от колпачковой масленки 28.
Толкатели 19 направляет втулка 21, закрепленная на полке блок-картера. В каждый из толкателей вставлен упор 20 со сферическим торцом, в который упирается нижняя головка штанги 22. Ролик 18 толкателя фиксируют в вырезах г нижней части втулки 21, благодаря чему предотвращается поворот толкателя относительно его оси.

Рис. 82. Клапанный привод двигателей:
а - типа Л275; 6 — типа НФД48
Головки штанг в данном случае смазывают вручную. Смазывание ролика 18 и толкателя 19 происходит за счет оседания частичек масла из воздуха картерного пространства.
Ручное смазывание узлов клапанного привода — недостаток двигателя, особенно автоматизированного, эксплуатирующегося без постоянной вахты в машинном отделении или с сокращенным ее составом. Поэтому в двигателях, построенных за последние годы, предусмотрено централизованное смазывание клапанного привода. В этом случае во избежание потерь масла крышки цилиндров закрыты колпаками (см., например, рис. 217). В необходимых случаях оборудуют и штанги закрытиями в виде кожухов (двигатели 6ЧРН36/45).
В двигателях с большой частотой вращения часто применяют толкатели, условно называемые плоскими. У них нет роликов, и кулачковая шайба 1 (рис. 83, а) воздействует на плоскую поверхность головки 2 толкателя 3.
Иногда у плоских толкателей предусматривают форму стакана 4 (рис. 83, 6), в углубление дна которого упирается сферическая головка штангой 5. Чтобы уменьшить изнашивание торцовой поверхности толкателя, ось его часто смещают относительно середины кулачковой шайбы (см. рис. 83,а). В этом случае при каждом набегании шайбы толкатель будет повертываться.
Приводы открытия группы клапанов.
У некоторых типов двигателей штанговые приводы применяют для одновременного открытия группы (от двух до четырех) клапанов одинакового назначения. Так, у двигателя Д50, в котором по два впускных и выпускных клапана на цилиндр, в приводе предусмотрены трехплечные рычаги: плечо для штанги расположено с одной стороны оси качания, два плеча для клапанов — с другой. Рычаги расположены один над другим, в связи с чем у выпускных клапанов более длинные стержни, чем у впускных.


Рис. 83. Типы плоских толкателей
Интересна конструкция клапанного привода двигателя 10Д40 (рис. 84). У этого двухтактного дизеля в крышке цилиндра установлено четыре выпускных клапана, а продувочный воздух поступает через окна во втулке цилиндра. Поскольку у всех клапанов одинаковое назначение, они должны открываться одновременно. Для этой цели служит трехплечий рычаг: его плечо 10 примыкает к штанге 11 привода, а плечи рычагов 1 и 4 через траверсы 2 и 3 открывают клапаны 5. Каждая траверса предназначена для открытия двух клапанов. Хвостовик 8 траверсы движется в направляющей втулке 6, возвратное движение траверсы осуществляется под действием пружины 7. Для регулировки сопряжений плеч рычагов 1 и 4 с траверсами 2 и 3 служат болты 9.
Траверсы открывают клапаны с помощью гидротолкателей (см. узел 1). Втулка 13 гидротолкателя запрессована в траверсу. Внутри втулки 13 находится толкатель 14, упирающийся в торец клапана 5. Пространство над толкателем заполнено маслом, поступающим через шариковый клапан 12 по каналу а масляной системы дизеля.
Привод работает следующим образом. Пока штанга 11 неподвижна, тол -катели 14 под давлением масла упираются в штоки клапанов 5, а траверсы 2 и 3 — в упорный болт 9 клапанного рычага. Зазора в клапанном приводе нет, но это не препятствует тепловому удлинению, штока клапана при работе, ибо толкатель 14 опустится под давлением масла до упора в торец клапана. При подъеме штанги 11 клапанный рычаг повернется против часовой стрелки и его плечи 1, 4 надавят на траверсы 2, 3. При движении траверс вниз шариковый клапан 12 перекроет выход масла из втулки 13 и траверса через слой масла откроет толкателями 14 клапаны.
Гидротолкатели обеспечивают открытие и закрытие клапанов точно в моменты набегания кулачковой шайбы на ролик толкателя и сбегания ее с ролика, а также уменьшают уровень шума при работе клапанного привода.

Рис 84. Групповой клапанный привей двигателя 10Д40
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.com
privetstudent.com
Размер впускных клапанов
чугунными втулками. Бронзовые направляющие втулки, однако, совместимы практически со «семи широко используемыми материалами для стержней клапанов и проявляют' хорошие характеристики по сопротивляемости износу, работая совместно с такими материалами.
Выемки у седел — другая причина для использования бронзы
Одной из неисправностей головки блока, о которой почти только и слышали несколько лет, являются выемки у седел выпускных клапанов. В прошлом свинцовые соединения, добавляемые в бензин, обеспечивали качественную "смазку", которая эффективно противостояла эрозии седел выпускных клапанов. В наши дни состав бензина не обеспечивает необходимую смазку клапанов и седел. Выемки, образующиеся у седел, являются вполне реальной проблемой. Эрозия возникает не только из-заиспользования неэтилированного бензина, но ииз-завысоких рабочих температур выпускных клапанов и зазоров в направляющих втулках. Если температуры клапанов являются высокими, то температуры седел клапанов также будут высокими,(из-затого, что большая часть тепла, поглощенного выпускными клапанами, передается седлам), а при высоких температурах чугун становится менее устойчивым к постоянным ударам от работающих клапанов. Эта проблема усиливаетсяиз-заослабления клапанов в направляющих втулках, так как контакт стержня клапана с втулкой происходитпо-другомуи клапан рассеивает тепло иначе. Более того, ослабленные втулки приводят к тому, что клапан садится в седло в неправильном положении, что ускоряет эрозию.
Становится очевидным, что имеется другая важная причина для использования бронзовых направляющих втулок. Бронза имеет отличные характеристики противостояния износу и допускает работу с малыми зазорами. В дополнение к этому, сама бронза имеет улучшенные характеристики теплопередачи по сравнению с чугуном. Таким образом, когда используются бронзовые направляющие втулки, от клапанов отводится больше тепла в систему охлаждения.
Установка увеличенных впускных клапанов часто может быть другим путем для увеличения потока в канале и мощности двигателя. Однако, кроме недостаточного зазора между клапанами имеется несколько дополнительных "ловушек" для работы двигателей автомобилей "хот-род"при попытке осуществления этой кажущейся очевидной модификации.
Наиболее серьезной непредвиденной проблемой является то, что большой впускной клапан может находиться очень близко к краю стенки цилиндра или
studfiles.net
Дефектовка клапанов, основные требования.
Реализовать оптимальную производительность клапанного механизма не так сложно, следует учитывать некоторые особенности о которых поговорим ниже. Клапанный механизм выполняет функцию регулирования фаз газораспределения, для наиболее эффективной работы двигателя нужно стремиться к наиболее гладкому беспрепятственному проходу топливовоздушной смеси в цилиндр, быстрому сжиганию и так же гладко отвести выхлопные газы. Клапаны осуществляют эту функцию в двигателях по-разному, имеются четкие различия между клапанами для спортивных двигателей и обычных городских. Во всяком случае некоторые стандарты в конструкции и качестве сохраняются. Для начала разберем каким требованиям должны соответствовать клапаны, а потом уже о том какие технологии применяются для гоночных моторов.
Дефектовка клапана

Современные высокопроизводительные впускные и выпускные клапаны, выполненные из различных материалов, имеющие различные покрытия и обработку поверхности. При осмотре клапана особенно бывшего в работе, проверьте диаметр ножки в трех местах: около 3 см ниже кончика, в центре ножки, и в нижней части примерно 1.5см от выемки(сужения) на ножке. Таким образом проверяются все клапаны и делается запись. Проверьте каждый клапан на биение или изгиб. Если тарелка клапана имеет более 0.025 мм биение, его следует заменить. Даже не пытайтесь выпрямить его. Биение можно проверить, поставив клапан на пару небольших V- образных блоков или специальным инструментом. 
Проверка биения фаски тарелки с помощью циферблатного индикатора, клапан устанавливается на крестообразные опоры (можно изготовить из шариков подшипника) обязательно должен быть жесткий упор торца клапана, медленно вращаем клапан, наблюдаем показания индикатора. Проверяем биение самого стержня, на длине 100мм биение не должно превышать 0.015мм.Проверяется зазор в направляющей клапана, для этого необходим нутромер. Замер проводится по краям (наибольший износ именно там) примерно 3-4мм от кромки снизу и сверху, также замеряем повернув на 90 градусов. Проверяем наличие трещин и дефектов клапанов. Осматриваем визуально, для обнаружения микротрещин пользуемся методом магнитопорошковым (выпускные клапаны могут изготавливаться из специальных сталей с очень низкой магнитопроводностью) или проникающей краской. Особо внимательно следует осматривать выпускные клапаны, они постоянно находятся под действием высокой температуры, не имеют охлаждения свежей топливовоздушной смесью как у впускных клапанов, поэтому больше подвержены износу и появлению дефектов.
|
Измерения диаметра ножки микрометром в верхней части клапана. |

Если диаметр ножки клапана выходит за допуски, или имеет небольшое биение, его можно отремонтировать. Ремонт провидится следующим образом, сначала шлифуется поверхность стержня пока не будут убраны недостатки, потом применяется хромирование или металлизация, снова шлифуется под нужный размер и конечно все это не в любом гараже, однако дешевле чем новый клапан. Если вы знаете где можно хромировать или нанести покрытие на клапаны напишите в комментариях, это может пригодится многим.
Чаще всего причиной ремонта клапанного механизма является плохая герметичность клапан/седло и в большей степени на выпускных. Можно обнаружить прогар в рабочей поверхности тарелки, его хорошо заметно, обычно место прогара имеет не металлический цвет или из-за деформации, или нарушенного зазора, возможно появление черных точек, мелкие раковины очаги прогара, в том числе и на седле клапана. Для восстановления посадочного места клапана, поверхность заново шлифуется под углом обычно в 45 градусов, хотя возможны и другие углы посадочного места, почитайте Тюнинг ГБЦ часть 2.При шлифовке посадочного места клапанной тарелки следует учитывать, что теперь клапан будет глубже садится в седле и это увеличит объем камеры сгорания, уменьшит тепловой зазор, что потребует других регулировочных шайб в некоторых случаях.
И так как проводится шлифовка, возможны два метода. В первом случае клапан зажимается в патроне станка и вращается, стачивая поверхность об шлифовальный круг. Во втором случае клапан зажимается в патрон и вращается, стачиваясь об противоположно вращающийся шлифовальный круг. Оба этих метода обеспечивают достаточную точность, но чаще предпочтение отдается последнему.
|
Заточка рабочей фаски на тарелке клапана. Помните, что после проточки фаски, клапан будет глубже садится в седле и это увеличит объем камеры сгорания и следует как можно точно сохранять одинаковый объем во всех цилиндрах. |


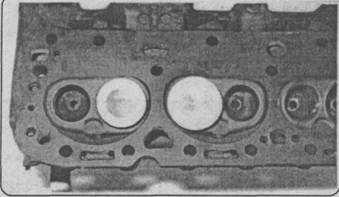
Головка двигателя Pontiac, прошла проверку глубину посадки клапана в седле. На головке нанесена маркировка в дюймах относительно первого цилиндра глубина в пределах -0.001 +0.005 дюйма
Это не последняя тема о клапанах, невозможно описать все моменты в одной статье. Общие требования к клапанам считаю достаточно раскрыты, Седло клапана в этой теме о том как заменить седла и подробнее о посадке клапана в седле. Производительность и технологии клапанов
enginepower.pro
 Система привода клапанов газораспределительного механизма Система привода клапанов газораспределительного механизма Впускные клапаны. Массовое наполнение двигателя зависит от величин проходного сечения, открываемого клапаном и продолжительности открытия. Площадь впускного отверстия равна площади конической поверхности, расположенной между тарелкой клапана и его седлом. Эта площадь пропорциональна диаметру опорной поверхности клапана, высоте подъема клапана и зависит от угла фаски клапана. Большинство клапанов выполняется с углом фаски 45градусов. Для форсированных двигателей угол фаски иногда выполняется равным 30градусам. При меньшем угле фаски площадь впускного отверстая увеличивается. Однако при этом уменьшается жесткость тарелки, что может привести к колебаниям клапана и нарушению процесса впуска. Для облегчения клапанов их иногда выполняют тюльпанообразной формы. При выборе высоты подъема клапана приходится учитывать ряд факторов. Прежде всего, высота подъема ограничивается ростом инерционных сил, выбором соответствующего усилия клапанных пружин и связанным с этим износом пары клапан-толкатель. По мере увеличения подъема на суммарное сопротивление потоку смеси все большее влияние оказывает отверстие седла клапана. Слишком большой подъем клапана бесполезен, т.к. площадь отверстия седла клапана оказывается меньше проходного сечения конической поверхности клапана и уже она определяет прохождение смеси. Диаметр тарелки клапана ограничивается его расположением в камере сгорания, конструкцией головки цилиндра, диаметром цилиндра. Увеличение числа впускных клапанов позволяет добиться наибольшего эффекта по наполнению. Большинство современных двигателей легковых автомобилей имеют по два впускных клапана, но встречаются двигатели и с тремя впускными клапанами. Это обеспечивает существенное увеличение суммарного проходного сечения. Дополнительно улучшения наполнения удается достигнуть при наклонной установке всех четырех клапанов (два впускных и два выпускных) в полусферической камере сгорания. На процесс впуска существенное влияние оказывают динамические явления во впускных каналах. Наполнение двигателя можно увеличить за счет выбора оптимальной величины запаздывания закрытия впускного после НМТ, находящейся в пределах от 55 до 85 градусов поворота коленчатого вала. Но время впуска поток смеси (или воздуха в двигателях с впрыском топлива) двигается с высокой скоростью (до 50 м/с). Созданная при этом инерция потока смеси обеспечивает поступление смеси и при движении поршня вверх после прохождения НМТ. Это так называемая дозарядка цилиндра, зависящая от длины впускного канала, его сечения, времени-сечения открытия впускного клапана после НМТ. Чем выше частота вращения, тем больше эффективность от дозарядки (инерционного наддува). При этом коэффициент наполнения (отношение фактически поступившего воздуха в цилиндр к теоретически возможному) может быть больше единицы. Но при малой частоте вращения из-за малой скорости смеси происходит обратный выброс смеси из цилиндра во впускной канал. Этот фактор является одной из важных причин снижения наполнения, а следовательно, и крутящего момента при снижении час- тоты вращения. Выпускные клапаны.
Для снижения температуры выпускного клапана с целью повышения надежности и уменьшения требований к октановому числу топлива существуют следующие способы. 1. Применение двух клапанов меньшего диаметра вместо одного.2. Применение натриевого охлаждения путем выполнения клапана с полостью в тарелке и стержне и частичного заполнения ее натрием. При нагреве натрий плавится и, передавая тепло от тарелки в стержень, способствует ее охлаждению.3. Применение двойного последовательного выпуска отработавших газов (через окна в нижней части цилиндра, а затем через клапан).4. В двигателях с непосредственным впрыском бензина и наддувом за счет увеличения перекрытия клапанов охлаждение достигается продувкой камеры сгорания. При выборе распределительною вала с учетом устанавливаемых фаз газораспределения следует убедиться, что при увеличенном ходе клапана в зоне ВМТ остается гарантированный зазор между тарелкой клапана и днищем поршня. Увеличение мощности тюнинг двигателя на главную разгон до 100 0-100 км/ч 0-100 |
 Впуск происходит под действием разрежения в цилиндре, а начало выпуска под действием значительно большего давления в цилиндре, поэтому выпускные клапаны выполняются всегда меньшего диаметра, чем впускные. Температура клапана при оптимальных углах опережения зажигания и составах смеси доходит до 950 градусов С. При снижении углов опережения зажигания, применении топлива с меньшей скоростью сгорания. Нарушении герметичности клапана и ряде других факторов перегрев клапана прогрессирует, что может вызывать его прогар. Слишком раннее открытие выпускного клапана (до 70 градусов до НМТ) при низкой частоте вращения коленчатого вала приводит к потере площади индикаторной диаграммы в конце рабочего хода, снижению крутящего момента, перегреву выпускных клапанов и повышению требований к октановому числу топлива.
Впуск происходит под действием разрежения в цилиндре, а начало выпуска под действием значительно большего давления в цилиндре, поэтому выпускные клапаны выполняются всегда меньшего диаметра, чем впускные. Температура клапана при оптимальных углах опережения зажигания и составах смеси доходит до 950 градусов С. При снижении углов опережения зажигания, применении топлива с меньшей скоростью сгорания. Нарушении герметичности клапана и ряде других факторов перегрев клапана прогрессирует, что может вызывать его прогар. Слишком раннее открытие выпускного клапана (до 70 градусов до НМТ) при низкой частоте вращения коленчатого вала приводит к потере площади индикаторной диаграммы в конце рабочего хода, снижению крутящего момента, перегреву выпускных клапанов и повышению требований к октановому числу топлива.zero-100.ru